Где используется?
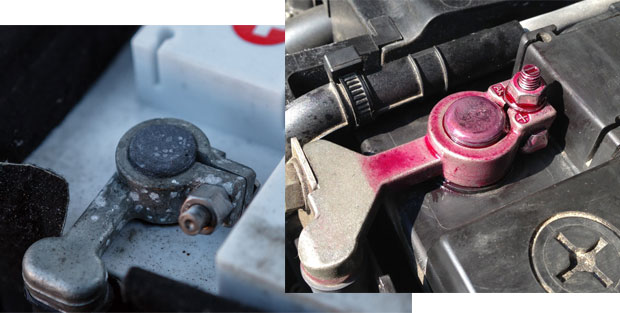
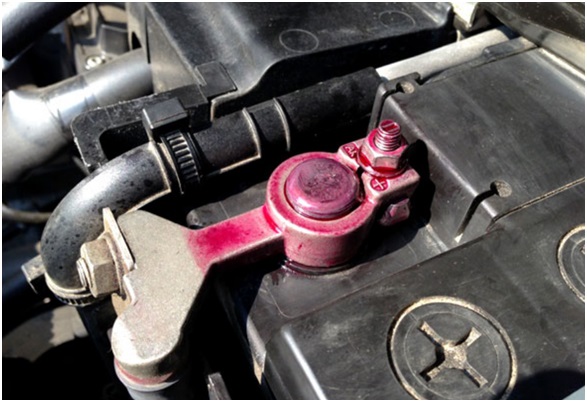
Основная область применения смазок для контактов в автомобиле — это клеммы аккумуляторов. Именно электроконтакты аккумулятора часто становятся проблемным местом в проводке авто. Учитывая, что клеммы АКБ изготавливаются из свинца, а контакты силовых проводов могут быть железными, алюминиевыми или медными, эти элементы особенно активно окисляются.
Обильное окисление приводит к двум главным негативным последствиям.
- Уменьшается пятно соприкосновения между клеммой на аккумуляторной батарее и контактом на силовом проводе. Из-за уменьшения сечения этот участок начинает активно разогреваться. Может образоваться локальное оплавление.
- Аккумулятор теряет способность отдавать электроэнергию в объёме, необходимом для нормальной работы стартера и в целом электрооборудования авто. Иногда это ошибочно интерпретируется износом самой АКБ. И автовладелец покупает новую батарею, хотя достаточно было просто почистить и обработать контакты.
Электропроводная смазка активно используется автомобилистами при обработке всех разъёмных соединений проводки автомобиля. Нередки случаи, когда из-за нарушения контакта в проводке какого-либо электроприбора автомобиль полностью отказывает, или серьёзно снижаются его эксплуатационные возможности. Например, отказавшее ночью наружное освещение из-за окисления проводки сделает движение по дорогам общего пользования практически невозможным (или крайне опасным).

Принцип действия и полезный эффект
Несмотря на то, что смазки для электроконтактов от различных производителей имеют разные химические составы, принцип их действия примерно одинаков. Ниже приведены основные функции смазок:
- вытеснение влаги;
- изоляция от воды и кислорода, что существенно снижает окислительные процессы;
- защита от такого явления, как утечка тока;
- снижение контактного сопротивления в пятне соприкосновения клемм;
- проникновение в оксидные и сульфидные отложения, что останавливает коррозионные процессы и разжижает отложения на поверхности контактов.
То есть после обработки такой смазкой окислительные процессы в контактах сильно замедляются или останавливаются вовсе. Это существенно увеличивает надёжность проводки авто и продлевает срок службы клемм и контактов.
Смазка Liqui Moly и её аналоги
Рассмотрим несколько популярных смазок, используемых для контактов автомобильной проводки, начиная с самого известного и подходящего для этой цели.
- Liqui Moly. Производитель выпускает электропроводные смазки в двух видах: аэрозоль (Electronic Spray) и гель (Batterie-Pol-Fett). Пластичная смазка более эффективна в долгосрочной перспективе, так как она устойчива к смыванию водой и начинает самопроизвольно стекать только после разогрева до 145 °C. Однако использовать пластичную смазку для труднодоступных мест неудобно, так как её необходимо наносить контактным способом. Аэрозоли хорошо подходят для быстрой обработки контактных поверхностей, в том числе труднодоступных. Но эффект от аэрозолей кратковременный. Для эффективной защиты обрабатывать контакты потребуется не реже, чем 1 раз в 3 месяца.

- Солидол или литол. Это традиционные смазки для клемм аккумулятора и других контактов авто. Они не совсем подходят для подобных целей, так как не обеспечивают достаточно надёжной защиты от окисления и довольно быстро высыхают. Требуют частого обновления. Используются в основном водителями старой закалки.
- Графитовая смазка. Основной недостаток этого средства для защиты от окисления — частичная электропроводность и низкая температура самопроизвольного стекания. Подходит для обработки одиночных контактов (АКБ, стартера, генератора). При промазывании маленьких, многопиновых фишек может вызвать утечку тока с сопутствующим сбоем в работе электроники.
Смазки для контактов — это хорошее решение для тех автомобилистов, которые не желают сталкиваться с проблемами окисления проводки.
Одно из условий нормальной зарядки автомобильного аккумулятора – качественный контакт между клеммой и контактом на корпусе АКБ. Чтобы избежать окисления, ухудшения контакта требуется смазать специальным составом контактирующие поверхности.
Какие задачи позволяет решить смазка?
Использование специальной смазки, позволяющей избежать окисления контактов на клеммах аккумулятора, одновременно решает несколько задач:
ВНИМАНИЕ! Найден совершенно простой способ сократить расход топлива! Не верите? Автомеханик с 15-летним стажем тоже не верил, пока не попробовал. А теперь он экономит на бензине 35 000 рублей в год! Читать дальше»
- позволяет увеличить площадь контакта – что уменьшает потери электричества;
- защищает поверхность свинца и других металлов, участвующих в контактах, от окисления.
Последний момент особенно важен. При долгой эксплуатации транспортного средства во влажной среде поверхность покрывается оксидом. Что и приводит к ухудшению контакта. Причем в некоторых старых транспортных средствах обжимные клеммы изготовлены из меди. Вместе со свинцом она образовывала гальваническую пару.

Что и приводило к окислениям. Таким образом, на всех без исключения транспортных средствах старого образца использование смазки рассматриваемого типа строго обязательно. Существует также отдельная категория аккумуляторов – таковые изготавливаются по сурмянистой технологии. Таковые отличаются тем, что из них часто выкипает электролит.
Испарения серной кислоты попадают на контакты – что опять же приводит к их окислению и возникновению оксидной пленки. Желательно ознакомиться со всеми тонкостями заранее. Чтобы не окислялись контакты обработка смазкой требуется всем элементам. Важно лишь помнить: данный состав является проводником для тока. Допускать короткого замыкания на кузов не желательно.
Причем многие владельцы иномарок обрабатывают специальными составами в том числе и «массу» на кузове автомобиля. Так как нередко она также окисляется. Что приводит не только к ухудшению контакта. Но и невозможности снять её – так как поверхности металлов под воздействием оксидов попросту «прилипают» друг к другу.
Чем грозит присутствие на поверхности контактов окислов?
Необходимо внимательно следить за состоянием контактов – в некоторых случаях может даже не помочь их замена, прочистка своими руками. Опасность использования аккумулятора автомобиля с закисшими контактами очевидна. Последствия:
- снижается проводимость – уменьшается напряжение на клеммах АКБ, подаваемое от генератора;
- снижается напряжение на контактах стартера – аккумулятор, по причине плохого контакта, отдает на них низкое напряжение и вал просто не проворачивается.
Особенно опасно попадание на контакты серной кислоты. В некоторых случаях это может привести к действительно серьезным проблемам. В том числе к поломкам клемм – в особо сложных случаях. Наличие даже небольшого слоя окислов приводит к неприятным последствиям – плохой контакт не позволяет осуществить запуск мотора.
Как поступить если контакты уже окислились?
Нужно помнить: если поверхность клемм и контактов уже окислились – смазывать их бесполезно. Предварительно, перед нанесением смазки, нужно очистить металл до блеска при помощи:
- наждачной бумаги – причем желательно изначально обработать крупной, после чего мелкой («нулевкой»);
- с помощью болгарки с установленной на неё щеткой – процесс более быстрый, но действовать следует максимально осторожно.
Восстановление поверхности после окисления необходимо осуществлять с выключенным двигателем, сам аккумулятор должен быть отсоединен.
Какие средства стоит использовать
В продаже имеется большой выбор различных смазок, позволяющих сделать контакт более плотным и качественным. Все их можно разделить на две категории по консистенции:
- в виде спрея;
- густая смазка – паста.

Спрей проще в нанесении, нет необходимости контактировать с самой смазкой. Но следует помнить: при распылении он может попасть на какие-либо иные поверхности (корпус аккумулятора, кузов). Смазка в виде паста гораздо более практична в этом плане. Многие виды смазок имеют в комплекте специальный пластиковый шпатель. С его помощью можно аккуратно намазать все контакты.
Старые методы обработки
Сравнительно недавно, буквально 20 лет назад, приобрести в России специальные смазки для контактов было достаточно сложно. Использовались иные составы, близкие по свойствам к современным продуктам, представленным в продаже:
- литол – также используется для его обозначения термин «нигрол» (специальная техническая смазка);
- технический либо обычный бытовой вазелин – благодаря своей консистенции он легко образовывал защитный слой на поверхности металла.
Порядок нанесения смазки:
- зажимы снимаются с клемм АКБ;
- поверхность обрабатывается;
- клеммы аккумулятора, зажимы силовых проводов должны быть обработаны;
- далее зажим устанавливается на место, после чего обрабатывается снаружи.
Промазав контакты можно избежать нагрева клемм, а также быстрого разряда АКБ. Следует постоянно следить за состоянием контактирующих поверхностей.
Коррозия металлов в электрическом контакте представляет сложный процесс, в котором сочетаются чисто химические взаимодействия металлов с окружающей средой и с электрохимическими явлениями, возникающими в зоне соприкосновения между собой разнородных металлов. Для защиты от коррозии металлические детали электрических контактов изготавливают со специальными неметаллическими или с металлическими антикоррозийными защитными покрытиями.
Электрические контакты в закрытых электроустановках с нормальной окружающей средой обычно выполняют без специальных защитных покрытий.
Защитными покрытиями от коррозии в этих условиях являются пленки окислов, естественно образующиеся на поверхностях соединяемых проводников в результате .воздействия на них кислорода воздуха.
В закрытых электроустановках с агрессивной окружающей средой в зависимости от степени агрессивности и влажности, а также в наружных установках детали электрических контактов покрывают специальными неметаллическими или металлическими защитными пленками.
Неметаллические антикоррозийные покрытия
 К неметаллическим антикоррозийным защитным покрытиям относятся тонкие пленки окислов на поверхностях соединительных деталей, образуемые на них искусственно, путем химического воздействия на металлы различных химических реактивов. Создание таких пленок осуществляют способом пассивирования , оксидирования и воронения .
К неметаллическим антикоррозийным защитным покрытиям относятся тонкие пленки окислов на поверхностях соединительных деталей, образуемые на них искусственно, путем химического воздействия на металлы различных химических реактивов. Создание таких пленок осуществляют способом пассивирования , оксидирования и воронения .
Пассивирование и оксидирование стальных, медных и алюминиевых деталей контактов осуществляют обработкой их в водных растворах щелочей и солей или погружением деталей в концентрированные растворы кислот, например азотной или хромовой.
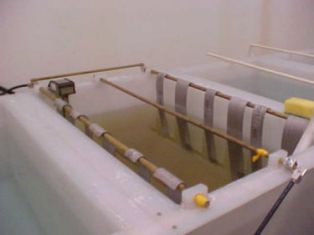
Растворы помещают в специальные стационарные стальные ванны, в которые загружают обрабатываемые детали, подвешивая их на штангах-держателях. Процесс обработки деталей происходит с подогревом растворов до температуры 50 – 150° С и продолжается 30 – 90 мин с выделением вредных испарений. Вследствие этого ванны оснащают подогревателями и вентиляционными устройствами.
Воронение применяют в основном для обработки стальных деталей контактов (болтов, гаек и шайб). Для этого детали нагревают в печах или горнах до синего каления и в нагретом состоянии погружают на 1 – 2 мин в ванну, наполненную олифой. Затем детали вынимают из ванны и выкладывают на решетку, давая стечь с них излишкам масла, а также для просушки и остывания.
Металлические антикоррозийные покрытия
К металлическим антикоррозийным защитным покрытиям относятся покрытия контактных поверхностей соединительных деталей тонким слоем другого металла, например кадмия, меди, никеля, олова, серебра, хрома, цинка и др. Нанесение металлических защитных покрытий осуществляют гальваническим, металлизационным или горячим способами.
Гальванический — это электролитический способ осаждения слоя другого металла на поверхности стальных и медных деталей электрических контактов. Его осуществляют в гальванических электролизных ваннах, наполненных электролитом, при прохождении через него постоянного тока, получаемого от выпрямителей при напряжениях 6, 9, 12 В.
Электролитом являются водные растворы или расплавленные соли металлов. В зависимости от состава электролита электролитическим способом осуществляют кадмирование, меднение, никелирование, оловянирование или лужение, серебрение, хромирование и цинкование деталей.
Процесс электролиза сопровождается выделением вредных газов и испарений, поэтому помещения с электролизными ваннами оборудуются приточно-вытяжной вентиляцией.
По окончании электролитического процесса детали переносят в промывочные ванны с горячей и холодной водой и после тщательной промывки высушивают сжатым воздухом.
Гальваническая электролизная ванна
Металлизация — способ нанесения на поверхности контактных детален тонкого слоя предварительно расплавленного другого металла путем распыления его струей сжатого воздуха.
Для металлизации применяют кадмий, медь, никель, олово и цинк. Предварительное расплавление металлов производят в тиглях или в пламени горючего газа или электрической дуги специальных аппаратов, а нанесение их на детали — распылением при помощи специальных пульверизаторов.
Нанесение покрытий горячим способом осуществляют погружением контактных деталей в ванну с расплавленным металлом, имеющим невысокую температуру плавления, например кадмием, оловом и его сплавами, свинцом, цинком и различными припоями. Предварительное расплавление металлов производят в электротиглях пли в пламени газовых аппаратов и паяльных ламп.
Особенно широко этот способ применяется в монтажных условиях для лужения медных и стальных контактных поверхностей и деталей различными припоями. Для этого обработанные контактные поверхности, предварительно смазанные раствором хлорного цинка (паяльной кислоты), погружают в ванну с расплавленным припоем, затем быстро вынимают из ванны, промывают в воде и протирают сухой тряпкой.
Лужение контактных поверхностей можно также выполнять путем нанесения на них расплавленного в пламени газовой горелки или паяльной лампы тонкого слоя припоя вручную с применением бескислотных флюсов. Качество нанесенных защитных покрытий зависит от предварительной и последующей обработок контактных деталей. Основным условием получения прочных и беспористых защитных покрытий является чистота поверхности покрываемого металла.
Способы очистки электрических контактов
Предварительную очистку контактных поверхностей и деталей осуществляют в зависимости от степени загрязнения и производственных возможностей способами механической, химической или электрохимической обработки.
Механический способ очистки электрических контактов заключается в обработке поверхностей на абразивных станках металлическими щетками, пескоструйной очисткой или ручной обработкой. Мелкие детали (шайбы и гайки) обычно обрабатывают во вращающихся галтовочных барабанах с применением абразивных и наждачных порошков.
После механической очистки контактные поверхности и детали подвергают обезжириванию, т. е. удаляют с них имеющиеся жировые и другие загрязнения.
Обезжиривание производят химическим путем, промывая детали бензином, керосином, бензолом и другими органическими растворителями или травлением их в растворах кислот, кислых солей и щелочей. Промывка и травление деталей выполняется в специальных ваннах и аппаратах.
Процесс химической очистки продолжается от 5 до 90 мин, при этом для травления применяются растворы, подогретые до 70 – 95° С. Травленые детали подвергают промывке от остатков растворов сначала в горячей, а затем в холодной соде и высушивают.
Тщательная и качественная предварительная очистка и обезжиривание контактных деталей при последующем нанесении на них антикоррозийных защитных покрытий обеспечивают плотное сцепление пленок с основным металлом и исключают образование на них дефектных отслоений.
Металлические защитные покрытия контактных поверхностей наносят также способом плакирования, путем горячего проката пакета, представляющего плиту основного металла, например алюминия, с наложенными на нее с одной или двух сторон тонкими листами другого металла, например меди.
На медные разъемные соединительные детали рекомендуется наносить кадмиевые или оловянисто-цинковые защитные покрытия, стальные детали цинковать, кадмировать, меднить, лудить или воронить, а алюминиевые контактные поверхности плакировать или армировать медью.
Подавляющее большинство принятых способов нанесения на металлы защитных покрытий, особенно металлических, требуют для осуществления их специального и сложного стационарного технологического оборудования.

В разъемных соединениях алюминиевых проводников с алюминиевыми, медными и стальными выводами электрооборудования контактные алюминиевые поверхности вследствие активного окисления их подвергаются дополнительной подготовке непосредственно перед присоединением.
Эта подготовка заключается в механической обработке и зачистке контактной алюминиевой поверхности от окисной пленки. Зачистку поверхности при этом производят под слоем технического вазелина с последующим нанесением на обработанную поверхность защитной смазки или пасты, препятствующих окислению металла .
Смазки и пасты должны иметь высокую липкость (адгезию) и наноситься на поверхность тонким слоем, обладать эластичностью и не растрескиваться от колебания температуры в пределах от —60 до +150° С. Они должны иметь высокую температуру каплепадения в пределах 120 – 150° С, быть химически стабильными, исключающими перерождение смазки или пасты, влагонепроницаемыми и стойкими к воздействиям кислот и щелочей. Нарушение покрытия хотя бы в одном месте приводит к образованию коррозии металла, которая имеет тенденцию к вгрызанию в металл.
Кроме того, в месте контакта смазки и пасты должны обеспечивать разрушение химическим путем оксидной пленки и в течение длительного времени не допускать возникновения ее вновь.
Вазелин технический – углеводородная низкоплавкая смазка в виде однородной мази, без комков, светло или темно-коричневого цвета. Температура каплепадения не ниже 54 о С.
Технический вазелин применяется для защиты металлических деталей от коррозии. При повышении температуры свыше +45° С не обеспечивает удержания достаточного количества смазки в контакте соединения. Обладает повышенной нейтральностью к образовавшейся оксидной пленке. В электромонтажном производстве технический вазелин широко применяется в качестве защитной смазки от коррозии во всех случаях, где это необходимо.
 Смазка ЦИАТИМ – универсальная, тугоплавкая, влагостойкая, морозоустойчивая, активизированная, без механических примесей, однородная мазь светло или темно-желтого цвета. Температура каплепадения не ниже 170° С.
Смазка ЦИАТИМ – универсальная, тугоплавкая, влагостойкая, морозоустойчивая, активизированная, без механических примесей, однородная мазь светло или темно-желтого цвета. Температура каплепадения не ниже 170° С.
ЦИАТИМ применяется для смазки и защиты от вредных влияний атмосферы при повышенных и низких температурах. При значительном механическом воздействии на смазку уменьшается ее динамическая вязкость, а также предел прочности и смазка приобретает повышенную текучесть. Смазка ЦИАТИМ обладает повышенной химической стабильностью и по своим свойствам более других смазок подходит дли применения в контактных соединениях.
Защитные цинко-вазелиновая и кварце-вазелиновая пасты представляют собой смесь технического вазелина (50%) с порошком цинка или кварцевого песка (50%). Пасты обладают способностью разрушать оксидную пленку при сборке контактов при помощи введенных в технический вазелин тонко раздробленных твердых наполнителей (порошок цинка или песка).
>