На ВАЗ Ока образца 1988 года устанавливался двигатель объемом 0.65 л. Первый малолитражный автомобиль первоначально разрабатывался на Серпуховском автомобильном заводе в режиме жесткой экономии. Пробные партии малолитражек планировалось выпускать небольшим тиражом — по 50 тысяч экземпляров в год, что значительно повлияло на технические данные автомобиля.
Технические характеристики
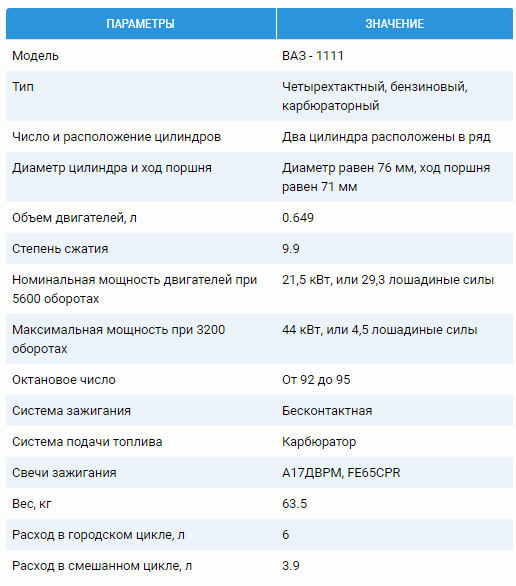
Первый вариант двигателя с обозначением ВАЗ-1101 был выпущен в конце 1984 небольшой серией. Массовый выпуск Оки был параллельно запущен в Серпухове и Набережных Челнах с 1988 года. С этого года Ока продолжает оставаться одной из популярных моделей российских автомобилей.
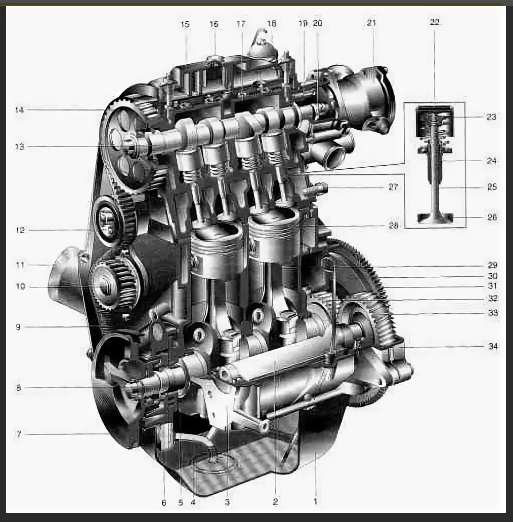
Вид двигателя

С 1995 года на Оку устанавливается новый двигатель объемом 0.75 литров. Считается, что это модификация обладает высокой экономичностью. Благодаря небольшой рабочей частоте вращения двигатель микролитражки «съедает» всего 6 литров бензина при передвижению на 100 км в городе. Максимальная скорость ВАЗ-11113 Ока — 130 км/ч.
Вид в разрезе двигателя
В 2006 году ВАЗ свернул производство двигателя для Оки, так как его адаптация под введенные нормы Евро-2 требовало значительных изменений в конструкции. Автомобили продолжали выпускать компанией СеАЗ с китайским 3-цилиндровым двигателем объемом 1 л.
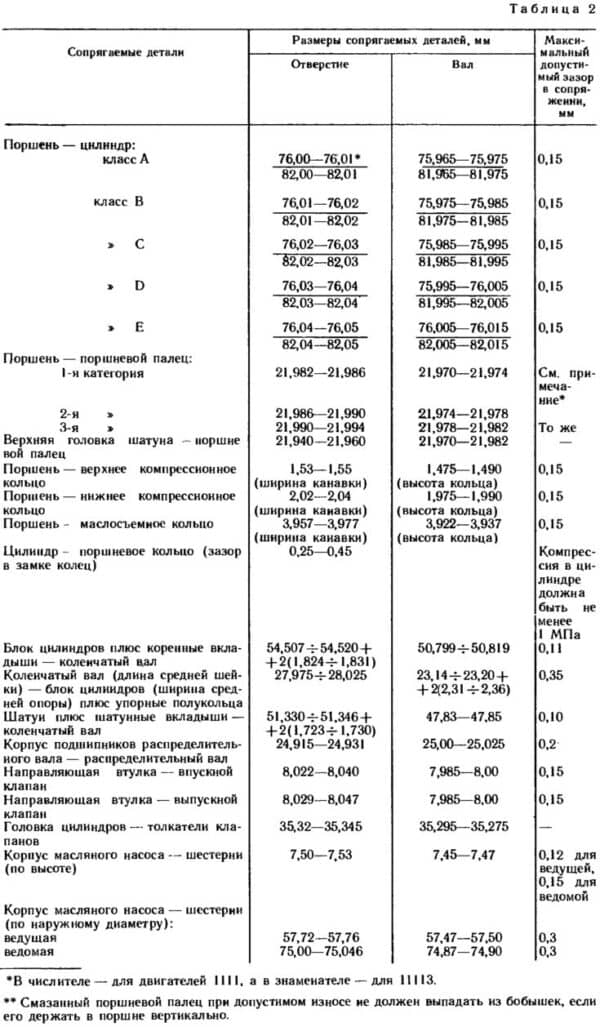
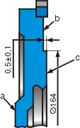
Размеры поршневой
Дефектовка деталей двигателя
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.
На днище поршня выбиты следующие данные:
1 — класс поршня по отверстию под палец (1, 2, 3)
2 — класс поршня по диаметру (А, B, C, D, E)
3 — стрелка, показывающая направление установки поршня
4 — группа по массе (нормальная — «Г», увеличенная на 5 г — «+», уменьшенная на 5 г — «-«)
5 — ремонтный размер (диаметр увеличен на 0,4 мм — D, на 0,8 — Е)
Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
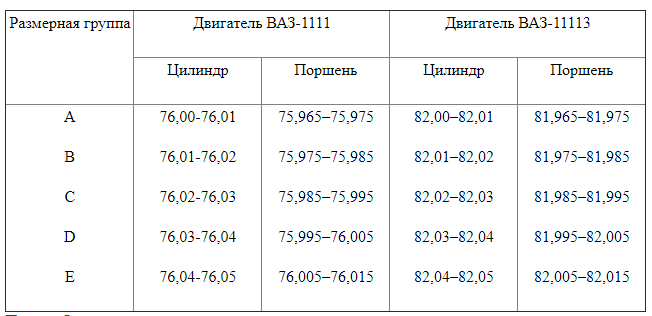
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов: A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер – увеличенный на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры диаметров цилиндров и поршней, мм
При подборе поршней к цилиндрам определите зазор между ними как разность между замеренными диаметрами поршня и цилиндра.
Номинальный зазор установлен 0,025- 0,045 мм, предельно допустимый — 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Под ремонтный размер растачивают оба цилиндра, даже если зазор между поршнем и цилиндром превышает предельно допустимый только в одном цилиндре.
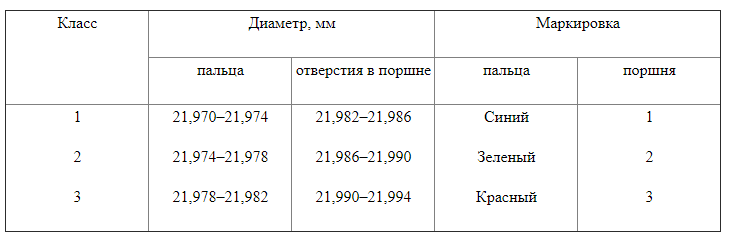
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм. Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу – на крышке шатуна.
Размерные классы поршневых пальцев и поршней
Подбор вкладышей коленчатого вала
Номинальный диаметр шеек коленчатого вала, мм:
коренных 50,799-50,819
шатунных 47,830-47,850
Шейки коленчатого вала можно прошлифовать до одного из четырех ремонтных размеров с уменьшением номинального диаметра шеек, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Номинальная толщина вкладышей, мм:
коренных 1,824-1,831
шатунных 1,723-1,730
Вкладыши поставляются в запасные части также четырех ремонтных размеров, увеличенной толщины, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Зазоры между вкладышами и шейками коленчатого вала, мм:
для коренных подшипников: номинальный — 0,026-0,073, предельно допустимый — 0,11;
для шатунных подшипников: номинальный — 0,02-0,07, предельно допустимый — 0,1.
Биение коленчатого вала должно составлять, мм:
по средней коренной шейке и посадочной поверхности под ведущую шестерню масляного насоса — не более 0,03;
по посадочной поверхности под маховик — не более 0,04;
по посадочной поверхности под шкивы и сальники и под шестерню привода уравновешивающих валов — не более 0,05.
Размеры полуколец, поставляемых в запчасти: номинальный — 2,31-2,36 мм и ремонтный (увеличенный на 0,127 мм) — 2,437-2,487 мм.
Осевой зазор коленчатого вала: номинальный — 0,06-0,26 мм, предельно допустимый — 0,35 мм.
Типичные поломки ВАЗ 11113 ОКА
- Проблемы со стартером
- Неисправности карбюратора
- Проблемы холостого хода
- «Выстрелы» из выхлопной трубы
- Запах бензина
- Повышенный расход топлива
- Повышенный расход масла
- Горит контрольная лампочка давления масла
- Перегрев двигателя
- Посторонние шумы при движении
- Проблемы с тормозной системой
Руководство по эксплуатации скачать

ОКА 11113: инжекторный двухцилиндровый двигатель
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.


На днище поршня выбиты следующие данные: 1 – класс поршня по отверстию под палец (1, 2, 3); 2 – класс поршня по диаметру (А, B, C, D, E); 3 – стрелка, показывающая направление установки поршня; 4 – группа по массе (нормальная – «Г», увеличенная на 5 г – “+”, уменьшенная на 5 г – “–”); 5 – ремонтный размер .
Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
1. Очистите головку поршня от нагара.


2. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.
3. Прочистите отверстия для стока масла подходящей по толщине проволокой.
4. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень.


5. Проверьте зазор между кольцами и канавками на поршне. Для этого с помощью набора щупов измерьте ширину канавок в нескольких местах по окружности, а затем.
6. . замерьте микрометром толщину колец в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
Номинальный зазор, мм:
для верхнего компрессионного кольца – 0,04–0,075;
нижнего компрессионного кольца – 0,03–0,065;
маслосъемного кольца – 0,02–0,055.
Предельно допустимый зазор для всех колец – 0,15 мм.


7. Измерьте зазоры в замках колец. Это можно сделать, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр (в котором оно работало), продвиньте поршнем, как оправкой, кольцо в цилиндр, чтобы оно установилось в нем без перекосов, выньте поршень из цилиндра и.
8. щупом измерьте зазор в замке кольца. Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (вследствие износа) – 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.

9. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца (показаны стрелками).

Рис. 2.9. Схема измерения цилиндров: А и В — направления измерений; 1, 2, 3 и 4 – номера поясов
10. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и т.п., расточите цилиндры под ремонтный размер или замените блок цилиндров. При таких дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.


11. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Притупите заостренные кромки на плоскости блока цилиндров шабером, а затем мелкой шлифовальной шкуркой. Измерьте нутромером диаметр цилиндра в двух перпендикулярных плоскостях (вдоль и поперек оси блока цилиндров) и четырех поясах (рис. 2.9 ).
12. Измерьте диаметр поршня на расстоянии 51,5 мм от его днища в плоскости, перпендикулярной поршневому пальцу. Вычислите зазоры между поршнями и цилиндрами, как разность между замеренными диаметрами поршня и цилиндра.
Номинальный зазор установлен 0,025–0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Под ремонтный размер растачивают оба цилиндра, даже если зазор между поршнем и цилиндром превышает предельно допустимый только в одном цилиндре.
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов ( табл. 2.1 ): A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигатель нужно устанавливать поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах первого ремонтного размера выбита цифра «40», а второго – «80».
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм (табл. 4.2). Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу — на крышке шатуна.

13. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание, замените вкладыши.
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.
На днище поршня выбиты следующие данные:
1 – класс поршня по отверстию под палец (1, 2, 3)
2 – класс поршня по диаметру (А, B, C, D, E)
3 – стрелка, показывающая направление установки поршня
4 – группа по массе (нормальная – "Г", увеличенная на 5 г – " ", уменьшенная на 5 г – "-")
5 – ремонтный размер (диаметр увеличен на 0,4 мм – D, на 0,8 – Е)

Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов: A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер – увеличенный на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры диаметров цилиндров и поршней, мм
При подборе поршней к цилиндрам определите зазор между ними как разность между замеренными диаметрами поршня и цилиндра.
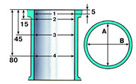
Схема измерения цилиндров:
А и В – направления измерений
1, 2, 3 и 4 – номера поясов
Номинальный зазор установлен 0,025- 0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Под ремонтный размер растачивают оба цилиндра, даже если зазор между поршнем и цилиндром превышает предельно допустимый только в одном цилиндре.
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм. Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу – на крышке шатуна.
Размерные классы поршневых пальцев и поршней
отверстия в поршне
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| Пояснение | ||
 |
||
 |
 |
 |
| 132. Проверьте состояние заднего сальника коленчатого вала. Сальник, имеющий повреждения (трещины), износ рабочей кромки, потерявший эластичность, замените. | 133. Держатель заднего сальника коленчатого вала не должен иметь трещин, сильных деформаций привалочной поверхности к блоку цилиндров. | 134. Проверьте состояние зубьев венца маховика и в случае их повреждения замените маховик. |
























| « предыдущая страница 10.7.1. Разборка двигателя |
^ к оглавлению |
следующая страница » 10.7.3. Сборка двигателя |
Copyright © 2007-2019 Все права защищены. Все торговые марки являются собственностью их владельцев.