

Вем привет.
Нужен совет знатоков полуавтоматической сварки.
Имею полуавтомат P.I.T. MIG160. Автомат имеет гибкую регулируемую подачу проволоки. И 4 режима регулировки мощности.
Проблема в следующем, 0,8 мм проволокой можно варить при идеальном напряжении
220-230 Вольт. Дуга хорошая и розжиг и удержание ее тоже.
Но в последнее время напряжение днем составляет 175-185 вольт, что недостаточно даже на крайнем режиме мощности.
Приходится использовать трансформатор, он имеет реле выбора обмотки полумеханика такая. От чего все в доме страдает так как при каждой нагрузке начинает перебрасывать скоропостижно между обмотками. Так и сдохнет скоро да и домашней технике это не гуд.
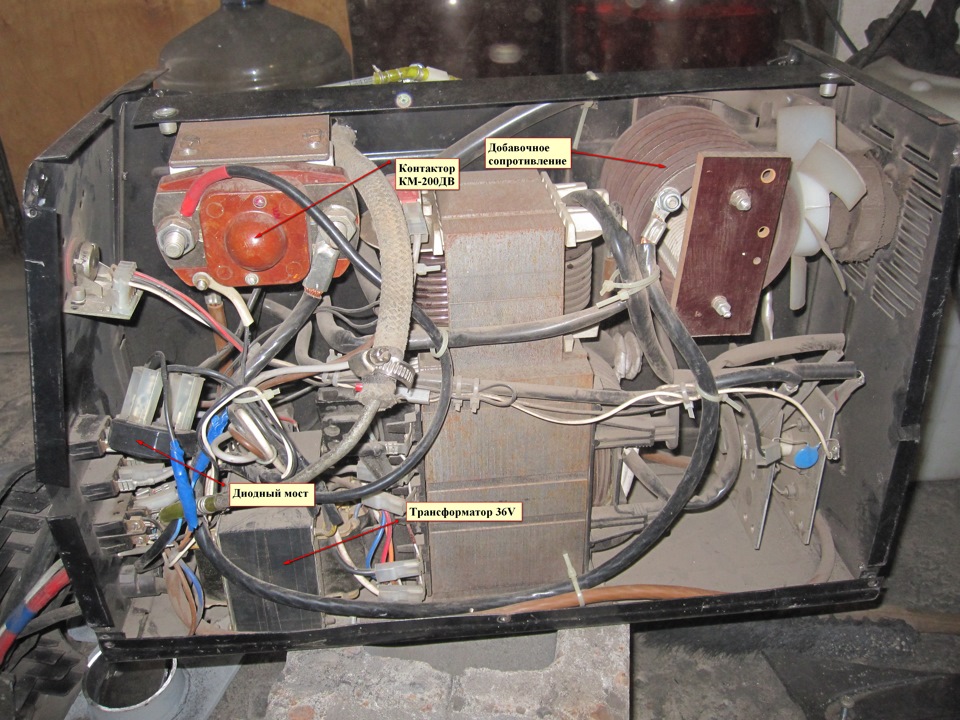
Кишки полуавтомата простые, два трансформатора, или даже один, а второй как дроссель используется. и диодный мост.
В итоге хочу выбросить это содержимое и поставить содержимое от сварочного инвертора.
Так как имею инвертор с регулировкой до 200 ампер, решил поэксперементировать…
На отрицательной массе варится замечательно, нержавейка по нержавейке в активном газе co2. Звука трещания дуги нет так как частоты инвертора 10-ки килогерц. Идет такая наплавка плавная…Но металл горит иногда видно пламя, жарит от такой дуги тоже сильно.
Плюсы:
Плавная регулировка тока.
Все равно на сколько большое напряжение на входе
Не разбрызгивает почти вообще.
Не прожигает дыр, как при 50 герцах.
легкий вес аппарата.
хорошая дуга.
Минусы, вроде как сильно перегревается металл, но возможно сильный ток даю.
Пока не знаю как подключить потом подачу напряжение с рукава.
Так как на запуск инвертора нужно время, а чтобы не пожечь транзисторы надо его не тушить полностью. Отключать вторичный транс после реле.
На фото более менее плавные швы с отрицательной массой. А насиры с положительной. Варил уже почти в темноте…не вместился в мастерской с двумя разобраными аппаратами.
Почему появляется налет коричневый? Выгорает углерод?
стоит ли делать на базе инвертора?

Всем привет. В своё время для сварочных робот был приобретён вот такой аппарат.




Комментарии 59

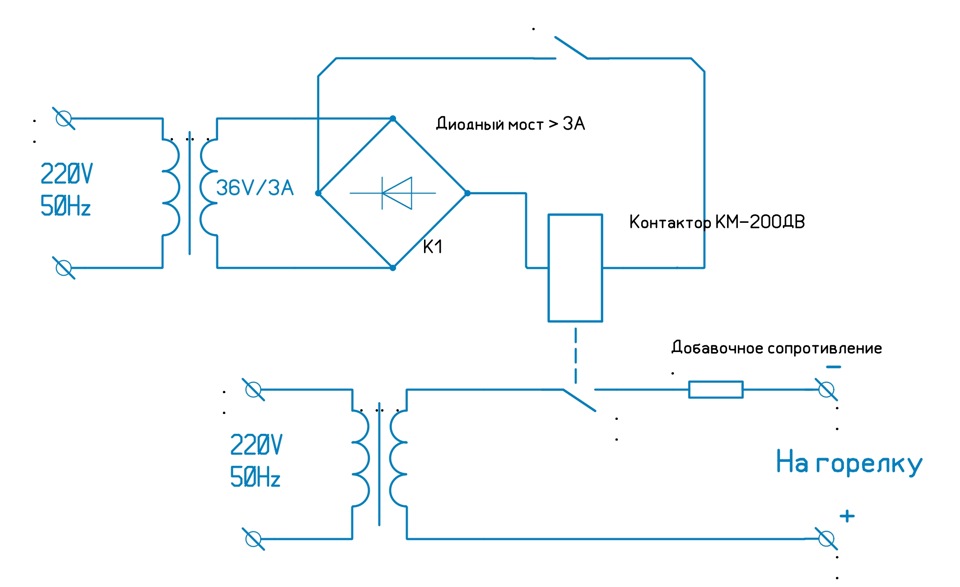
У меня такой же полуавтомат, хочу аргон к нему прикрутить, только из схемы не пойму как это все к полуавтомату подключается? первый транс включает контактор, а что за выключатель вверху? А второй транс не понятно что за характеристики у него?

трансформатор и диодный мост, чтобы контактор включать?
Да, контактор 27V постоянка

А у твоего сварочника какое напряжение на вторичной обмотке?
Не замерял, но думаю как у всех сварочников (насколько я помню) в районе 70- 75 вольт

Не знал, что в СССР TIG сварочники были.
Не знал, что в СССР TIG сварочники были.

Какой метал можно еще аргоном варить? И какая нужна проволока для него или простая обмедненка пойдет?
Титан, нержавейка. Присадка аналогичный металл, толщина присадки зависит от тол- ны металла.
Какой метал можно еще аргоном варить? И какая нужна проволока для него или простая обмедненка пойдет?
Сталь и даже медь
а проволока продается? титан, алюминий?
Да конечно, кусками по где-то. 50 см . Подается как припой при варке
Какой метал можно еще аргоном варить? И какая нужна проволока для него или простая обмедненка пойдет?

И варит? ВАХ же совсем другая нужна? И без осцилятора наверное не удобно?
ВАХ изменяется после доп. сопротивления он же баластный реостат, только в одном настроенном положении. Всё конечно спорно, яж сварщик а не электрик. Но думаю как-то так. Однако у меня всё прекрасно работает и без осциллятора и без клапана газа.
Вах меняется изменением обратной связи, а не балластом.
Но если оно работает — круто.
Я ж говорю- я не электрик! А вот вчера говорил с эл- ом, с его слов хар- ки становятся после сопротивления не жёсткие, а более сглаженные. Всё варит и для меня это главное:-)
Вах меняется изменением обратной связи, а не балластом.
Но если оно работает — круто.

а меня мой полуавтомат вообще достал, то варит как настоящий, то хрен прихватку поставиш, такое чувство как будто проподает фаза, но он то на 220В, всю голову изломали что за фигня, так и не можем понять из за чего это, по началу грешили на рукав, сменили все без изменений, начали грешить на удленитель, сделали из провода 2х6кв, ни чего не изменилось, начали грешить на сеть, притащили генератор на 14КВт, все равно варит через жо…
Я тут конечно не спец, но по опыту бывшего сварщика предполагаю, что чё-то у него с мозгами. Мы помню вызывали электронщика, он чё-то там перепаяет и всё пучком. Правда не на долго, через полгода год всё по кругу. Но эт не на всех аппаратах (в цеху их много).

а меня мой полуавтомат вообще достал, то варит как настоящий, то хрен прихватку поставиш, такое чувство как будто проподает фаза, но он то на 220В, всю голову изломали что за фигня, так и не можем понять из за чего это, по началу грешили на рукав, сменили все без изменений, начали грешить на удленитель, сделали из провода 2х6кв, ни чего не изменилось, начали грешить на сеть, притащили генератор на 14КВт, все равно варит через жо…
Чего нибудь сделал с этим аппаратом? Или выкинул))) я с таким же в данный момент мучаюсь

Друг, очень полезная инфа))))ещеб детальное описание, можно в личку)
Ну здесь уже всё детально обговорили, даже не знаю чего ещё добавить. Разве только то, что аргоном варить нужно на обратной полярности. Схему добавил, её любой электрик соберёт. Главное запчасти все собрать. Успехов. Спрашивай если чё, отвечу.

Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
↑ Внешний вид сварочного полуавтомата

Вообще

Вид спереди

Вид сзади

Вид слева
↑ Схема и детали сварочника

В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.

Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
![]()
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).



↑ Файлы

Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»

Логин bedjamen – это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.