
Всем привет! Участились случаи когда у меня спрашивают "о! а как ты сделал водяное охлаждение на юпитер?". Поэтому было решено написать сию заметку, в которой вкратце описать процесс установки жидкостного охлаждения на мотоцикл ИЖ Юпитер 5К.

По документам у меня мотоцикл ИЖ 6.114, модели Юпитер 5К 1988 года выпуска. Приставка "К" обозначает что к мотоциклу прилагается боковой прицеп ВМЗ, в простонародии люлька или коляска.
В моих руках мотоцикл с 2007 года и за это время претерпел множество изменений. Об одном из них ниже.
Глава 1. Как всё начиналось
Проснувшись одним прекрасным утром я понял, руки чешутся не от того что грязные, а от дикого желания сотворить со своим конём какое нибудь чудо и полез я в великий и могучий интернет читать инфу и впитывать её как губка боб. Начитавшись теории, переходим к практике забиваем болт на это дело ибо очень сложно и денег не меряно. Но руки покоя не дают. Поехали мы как то с товарищем в Биробиджан и случилось у нас великое горе, перегрелся и заклинил двигатель ((( Стоим мы значит на трассе, километров 10-15 до города, километров 70 до дома, заклинивший двигатель, печаль в глазах. Отдохнув, остынув, выпив сочку начинаем ремонт. Скинули головки. Поршни ободраны, зеркало цилиндра тоже. Делать нечего, собираем обратно. Ради смеха пытаемся завести. Хм, коленвал стал проворачиваться, и даже схватывает, и даже завелся! правда ехать хотел максимум 60 кмч =(( но этого хватило доехать до города (да, мы не стали возвращаться сразу домой, а поехали дальше). По возвращению домой первым делом раскидал двигатель по гаражу и понял, что момент настал и пора бы заняться установкой водяного охлаждения. Был сентябрь, впереди долгие зимние вечера, вот он момент истины!
Итак, всё что нам нужно знать:
двигатели были следующих серий:
картеры ИЖ Ю5 сб.1 — сб.1-05 воздушного охлаждения (мой вариант)
картеры ИЖ Ю5 сб.1-07 воздушного охлаждения, но допускают установку жидкостного охлаждения
картеры ИЖ Ю5 сб.1-08 жидкостного охлаждения
марку картера можно узнать на переднем креплении двигателя к раме, недалеко от его заводского номера.
Установить "водяные" цилиндры в картеры 07 и 08 — дело не хитрое, по сути это один и тот же картер, который имеет более глубокую кривошипно-шатунную камеру. А вот в 05 картер это целая история. Всё дело в том, что конструктивно цилиндро-поршневая группа в двигателе 07-08 смещена ниже, смещены юбки цилиндров, юбка поршня, картер глубже. При этом ход поршня и размеры шатуна остаются прежними. Зачем? спросите у конструкторов))
Выходов как обычно несколько:
1. Фрезернуть КШК и установить комплект "водяной" ЦПГ
2. Сделать 7 мм проставку из алюминия и тем самым поднять "водяной" цилиндр над картером и оставить "воздушный" поршень. При этом необходимо изготовить удлиненные шпильки крепления головки
3. Отрезать лишнее и установить "водяную" ЦПГ в "воздушную" КШК
Первый вариант не рассматривался впринципе, ручной фрезер? где б его взять… А если запорю КШК? новый картер искать… точно не подходит.
Проставку изготовить? ну по форме прокладки можно было бы сделать проставочку и дело в шляпе, но подгонка степени сжатия, зависящей от толщины этой прокладки меня не вдохновила, тем более цилиндров два.
Решено — режем!
Глава 3. От теории к практике
Порывшись в интернете, нашел интернет -магазин , торгующий запчастями на ИЖ, и приобрел у них "водяную" ЦПГ и так по-мелочи.

Головок у них не оказалось, поэтому их приобрел с рук у добрых людей с форума мотоиж
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.

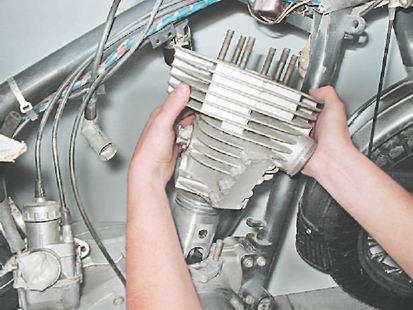
7. Снимаем головку.

8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.

9. Снимаем гайки с пружинными шайбами.

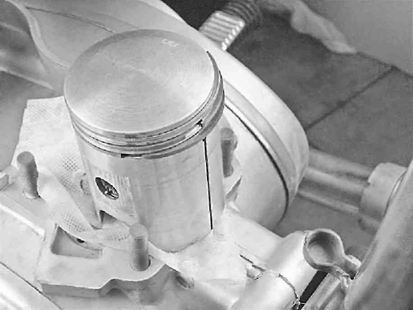
10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
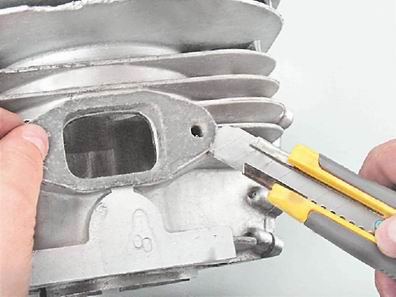
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.

13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
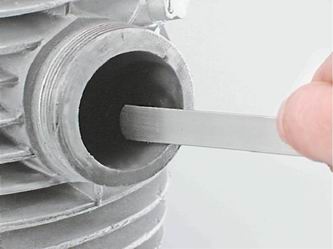
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.

Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
16. Проверяем состояние резьбы в свечном отверстии. Если резьба повреждена по высоте более чем на треть – заменяем головку цилиндра.
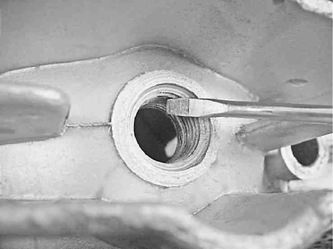
17. Аналогично осматриваем резьбу отверстия под декомпрессор.

При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
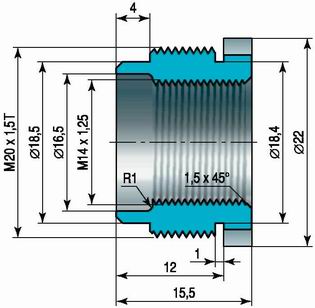
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.

19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.

20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.

21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.

При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.

23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).

24. Снимаем поршень.

25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.

26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются "номинальные" поршни и цилиндры четырех размерных групп:
Группа
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Группа
Маркировка
Диаметр поршня, мм
Диаметр цилиндра, мм
72,46-0,04
72,96-0,04
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
При новом поршне и цилиндре, а также, если они имеют допустимый износ , устанавливаем поршневые кольца номинального размера (диаметр – 72 мм при зазоре в стыке равном 0,25-0,45 мм). Перед установкой колец на поршень проверяем их прилегание к цилиндру. Для этого поочередно вставляем кольца в цилиндр строго параллельно верхней его плоскости. Зазор в стыке кольца должен быть в пределах 0,25-0,45 мм. При меньшем зазоре подпиливаем стык плоским мелким надфилем. Иначе при работе двигателя и расширении кольца от нагрева его концы упрутся друг в друга, и кольцо может повредить зеркало цилиндра. Проверяем щупом торцевой зазор между кольцами и канавками, он должен быть в пределах от 0,075 до 0,1 мм. Поршневые пальцы выпускаются четырех размерных групп, что позволяет обеспечить беззазорное соединение с поршнем в холодном состоянии и минимальный зазор при работе двигателя. Размерная группа обозначена краской на торце пальца (зеленая, белая, черная и желтая метки, в порядке увеличения диаметра пальца). Соответствующая метка нанесена краской на одну из бобышек поршня. Поршневой палец должен быть собран с поршнем одной с ним группы.

Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.

При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).

4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.

5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.
Замена деталей цилиндропоршневой группы
Цилиндр и поршень подбираются из одинаковых групп по табл. 4.
Поршень имеет эллипсно-бочкообразную форму специального профиля. Размеры группы поршня определяются на расстоянии 42 мм от нижнего торца в сечении, перпендикулярном оси поршневого пальца.
Таблица 4
Маркировка групп цилиндров и поршней
Маркировка группы Диаметр, мм
Цилиндр Поршень
2 62,00+0,01 61,98+0,01
1 62,01+0,01 61,99+0,01
0 62,02+0,01 62,00+0,01
00 62,03+0,01 62,01+0,01
000 62,04+0,01 62,02+0,01
При установке ремонтного поршня расточить цилиндр с последующим хонингованием или доводкой до размеров, обеспечивающих радиальный зазор между цилиндром и поршнем 0,01. 0,03 мм.Поршень без колец в цилиндре должен отпускаться плавно под своим весом.
При ремонте поршневой группы пользуйтесь таблицами 5 и 6.
При установке ремонтных пальцев отверстия в бобышках поршня довести до размера, обеспечивающего зазор 0,001. 0,006 мм, для верхней головки шатуна – 0,05. 0,0845 мм.Палец запресовывается в нагретый поршень (в кипятке ).Палец перед установкой положить в морозильник желательно.
Головки цилиндров в зависимости от объема камеры сгорания делятся на три группы и маркируются на торце головок цифрами 1, 2, 3. При замене головка подбирается той же группы. Максимальный объем имеет головка третьей группы.
При замене поршневых колец необходимо установить кольца в цилиндр и проверить зазор в стыке колец, он должен быть 0,2 . 0,4 мм, если зазор менее 0,2 мм, стыки колец подпилить.
Таблица 5.
Маркировка групп поршней и поршневых колец
Группа ремонта Поршень Поршневые кольца
Маркировка ремонта Диаметр, мм Маркировка цвета Диаметр, мм
1 1Р 62,26-0,03 Желтый 62,25+0,015
2 2Р 62,51-0,03 Синий 62,50+0,015
Поршневой1 палец и поршень в зависимости от размера отверстия под палец маркируются краской одною цвета (зеленой, белой, черной), она наносится на торец пальца и бобышку поршня.
Таблица 6
Маркировка групп поршневых пальцев
Группа ремонта Маркировка цвета Диаметр поршневого пальца, мм
1 Красный 14,157- 0.015
2 Желтый 14,257- 0.015
Примечания;
1. Цилиндры и поршни мотоцикла маркируются цифрой в кружке на днище поршня и на верхнем ребре цилиндра.
2. Поршень устанавливать стрелкой, нанесенной на головке поршня в сторону, противоположную движению мотоцикла. При этом стопорные штифты поршневых колец находятся в направлении расположения выхлопного окна цилиндра.
3.Обкатка около 1500 км для ЦПГ в сборе
450км для поршней
150км для поршневых колец