Регуляторы и их назначение
Для успешной калибровки любого устройства, следует знать, какие элементы его конструкции отвечают за изменение рабочих показателей. От четкого понимания назначения и принципа действия данных элементов, напрямую зависит эффективность настройки конфигурации инструмента. К счастью, регулировка краскопульта, не представляет большой сложности и сводиться к вращению 2х-3х вентилей (в зависимости от модели), о которых мы расскажем далее.

Регулятор размера факела
Винтовой элемент, изменяющий положение стержня с конусообразным наконечником, напоминающий толстое шило. Регулирует напор воздуха идущий в голову инструмента, путем приближения или отдаления стержня от пропускного отверстия. Чем дальше от сопла располагается наконечник, тем более сильный напор воздуха попадает в голову, создавая факел больших размеров. Приближение стержня, наоборот, ограничивает поток, уменьшая его влияние на формирование факела. Максимальный размер факела, представляет собой вытянутый овал, а минимальный, превращает его в точку.


Подача материала
Перетекание краски из бачка в сопло перекрывает специальная игла, чей конусообразный наконечник, плотно прилегает к внутренним стенкам сопла. При полном нажатии на курок, игла слегка отодвигается, позволяя материалу попасть на голову краскопульта и разбиться на миллионы мельчайших капелек под напором воздушного потока. Винт подачи материала регулирует расстояние, на которое будет отодвигаться игла. Минимальная подача краски, означает, что зазор между конусом и стенками сопла очень мал и не способен пропустить большое количество смеси. Максимальное значение регулировки, наоборот, говорит о том, что игла отодвигается на большое расстояние, полностью открывая выход на воздушную голову.

Подача воздуха
Основополагающая настройка оптимального значения входного давления, необходимого для правильной работы инструмента. Не смотря на всю важность, не все модели оснащаются встроенным винтом, вынуждая владельцев прибегать к использованию сторонних редукторов (манометров с регуляторами). Благо, все больше современных краскопультов, имеют возможность изменения подачи воздуха, без необходимости подключения сторонних устройств. В отличии от настроек факела или подачи материала, которые можно регулировать исходя из своих потребностей, объем подаваемого воздуха должен иметь единое значение, указанное производителем в технической документации. Уменьшение или превышение оптимального порога, исказит форму факела, сделав его непригодным для профессиональной работы.


Настройка давления на входе
Уровень давления воздушного потока оказывает непосредственное влияние на форму факела, где его превышение деформирует пятно в гантель-образную восьмерку, а недобор гарантирует скопление краски в центре, но с уменьшенной на 60% площадью покрытия. От значения данного параметра, зависит качество и равномерность распыления материала инструментом. Многие новички, не понимая, как настроить краскопульт, начинают покраску сразу после подключения к компрессору, чем нередко доставляют себе серьезные неудобства. Существует несколько способов установки оптимальной подачи воздуха, применяемых к разным жизненным ситуациям.


Точное значение давления, требуемого Вашему инструменту для правильной работы, можно найти в технической документации. Число с приставкой «bar» или «атм», часто указывают на упаковках инструмента, а иногда, даже на корпусе пистолета.
Настройка с манометром
Самый точный и рекомендуемый способ настройки входного давления краскопульта. Требует наличия цифрового или стрелочного манометра, подключенного между шлангом и рукояткой пистолета. Некоторые современные модели оснащены встроенным электронным манометром и подключения дополнительного оборудования не требуют. Для большинства же инструментов, особенно бюджетного класса, данным измерительным прибором обзавестись стоит. Выполнить настройку подаваемого воздуха, можно достаточно просто, следуя простым шагам представленной ниже инструкции.


Настройка без манометра на краскопульте
Менее точный, но просчитываемый способ установки оптимального входного давления для работы устройства. Если среди пульверизаторов, всего 15% моделей комплектуют встроенным или съемным манометром, то наличие этого важного элемента у компрессора обязательно в 100% случаев. Именно исходя из показателей выходного давления ресивера компрессора, можно определить, сколько атмосфер будет на выходе из воздушного шланга (или входе в краскопульт).

Вычисления снижения давления основывается на простейшей формуле “давление на манометре компрессора, минус теряемое в шланге и фильтре, равно входное давление для краскопульта”. К примеру: напор воздуха на выходе из компрессора составляет 3 атмосферы и проходит через 15-ти-метровый воздушный шланг, диаметром в 9 мм и водоотделитель. Как можно увидеть в приведенной ниже таблице, шланг таких размеров, снизит давление на 0.6 атмосферы, а водоотделитель на 0.3. Вычитаем эти данные из первоначального давления (3 атм) и определяем объем воздуха, получаемого краскопультом (1.9 атм).


Чистые воздушные фильтры, снижают в среднем 0.3 – 0.5 атм. В забитых давление падает гораздо сильнее.
Этапы процесса настройки:
- Устанавливаем на максимум размер факела, и открываем на полную подачу воздуха (если предусмотрена на устройстве).
- Выполняем расчет примерного снижения давления, исходя из имеющихся элементов. 15 м воздушного шланга (9 мм) и чистого фильтра. Давление упадет порядка 1 атм и (к примеру) для подключения краскопульта SATA JET 4000 B RP (2.0-2.2), потребуется подкрутить вентиль компрессора до значения 3.0 – 3.2 атмосферы.
- Если полученное ориентировочное давление будет искажать форму факела, его можно слегка снизить или повысить, проведя несколько тестовых распылов.
Если требуемое давление неизвестно

Размер факела и подача материала

Регулировка подачи материала, изменяет количество краски, которое будет поступать на воздушную голову при нажатии курка. Увеличение или уменьшение параметра, повлияет лишь на насыщенность факела и толщину нанесенного слоя. Позволяет сэкономить ЛМК в ситуациях, когда достаточно тонкого распыления. Оптимальное соотношение подачи краски к размеру факела, достигается установкой обеих этих настроек на максимум.
В 95% случаев, владельцы краскопультов устанавливают подачу материала на максимум. Это обусловлено повышенной эффективностью работы, и уменьшением износа сопла и иглы.
Размер факела влияет не только на площадь распыления, но и на качество слоя, а также общую эффективность работы. В основном, данный параметр выставляют на максимум, что позволяет быстро покрывать большие области, делая при этом меньше проходов. В связи с уменьшением проходов, уменьшается количество нахлёстов краски и повышается общая однородность слоя. Уменьшать размер факела, рекомендуется при локальной покраске, когда обрабатываемая поверхность имеет небольшие размеры и не позволяет распылять ЛКМ по большой площади.


Регулируя размер факела, подгоняйте под него и подачу краски. В противном случае, при нанесении, могут образовываться серьезные подтеки из-за избытка материала.
Выбор сопла
Настройка оптимальной работы краскопульта не основывается на одних только регуляторах. Немаловажной частью данного процесса, является выбор правильного сопла, способного пропускать через себя материалы определенной вязкости. Чем больше диаметр центрального отверстия сопла, тем более густую смесь через него можно подавать. Если Вы хотите разобраться, как настроить пулевизатор для покраски высокого качества, уделять внимание данной детали определенно стоит.

Определить, какой размер дюзы необходим для распыления лакокрасочного материала, можно из информации, указанной на его емкости. Практически каждый, более-менее крупный производитель ЛКМ, указывает требуемый диаметр сопла в миллиметрах с десятыми долями (1.4, 1.5, 2.0, 3.0 и т.д.). Среди самых распространенных типов покрытия, распыляемого краскопультом, можно выделить:
- «Металлик» и другие базовые эмали – 1.4 мм
- Грунты -1.4 мм
- Бесцветные лаки – 1.5 мм
- Эпоксидные грунты – 1.8 мм
- Жидкие шпаклевки – 2.5 мм
Размеры отверстия дюзы, влияют на объем распыления и толщину получаемого слоя. Если диаметр отверстия меньше требуемого, ЛКМ будет поступать с трудом и скорость покраски значительно упадет. Когда сопло, наоборот, превышает требуемые размеры, краска подается в обильных количествах, образуя подтеки или заставляя ускорять темп работы (в таких ситуациях можно выйти из положения, подкрутив подачу материала).
Тестовое распыление
Отрегулировав свой краскопульт и подобрав оптимальное сопло, не спешите приступать к покраске требуемого объекта. Чтобы удостовериться в правильности настройки, проведите несколько тестовых распылов на бумаге, картоне или другой вертикальной поверхности, которую не жалко замарать. Провести данную процедуру необходимо, для оценки формы факела, равномерности нанесения и распределения материала по его площади. Наиболее важным тестом, считается проверка формы, и его мы рассмотрим первым.
Форма отпечатка факела краскопульта, в идеале, представляет собой вытянутый овал со слегка размытыми краями. Ширина может варьироваться в пределах 200-400 мм. Перенос краски должен быть равномерный по всей площади распыления и образовывать ровный отпечаток, без впадин и скосов.

При распылении, краскопульт требуется держать на определенном расстоянии: 10-15 см для HVLP, чуть дальше (15-20 см) для LVLP, и максимально далеко (20-25 см) для конвенциональных распылителей (HP). Открывать подачу краски, требуется не более чем на секунду.
Если факел Вашего краскопульта имеет вышеприведенные искажения, следует знать, что они вызваны неотрегулированным напором воздуха, забитостью или браком сопла. Гантелеобразная форма восьмерки говорит о повышенной подаче воздуха, исправляется понижением входного давления. Слишком большое скопление краски в центре, снижается путем подкручивания соответствующего регулировочного винта. При засорении или браке одного из отверстий воздушной головы, пятно факела принимает форму банана, устраняемого чисткой или заменой элемента.
Распределение краски по площади распыленного пятна влияет на равномерность слоя и проверяется достаточно просто. Для этого, поворачиваем воздушную голову на 90° (для горизонтального распыления), и нажимаем спусковой курок на 2-3 секунды, пока не пойдут подтеки. Если капли располагаются равномерно и имеют одинаковую длину, значит разброс молекул краски исправен и не требует дополнительной калибровки. Если подтеки преобладают в центре или с боков, следует отрегулировать подачу воздуха или материала.


Качество распыления представляет собой некий субъективный показатель эффективности пневматического краскопульта и определяется исходя из размера капель, перенесенных на объект. Величина частиц смеси может изменяться, увеличиваясь от низа к верху. Повышение входного давления, усиливает рассеивание краски и уменьшает величину слоя, делая его шероховатым и «сухим». Чтобы слой краскопульта не вызывал нареканий, используйте оптимальное рабочее давление.
Современные покрасочные работы невозможны без пневмоинструмента. Во-первых, так гораздо быстрее. Во-вторых, механика процесса позволяет добиться больше точности. От владельца требуется лишь первичная настройка, заправка (если нужно) и твердая рука в процессе эксплуатации.
В данной статье хотелось поговорить о краскопульте, который не только существенно ускоряет процесс окрашивания любой поверхности, но и позволяет добиться идеально ровного слоя, который невозможно достичь вручную с использованием кистей и валиков. Но как использовать данный электроинструмент?
Подготовительные работы и принцип использования краскопульта.
Инструмент представляет собой распылитель, аэрограф (резервуар для краски) и компрессор со сжатым воздухом. Жидкий состав, пригодный для работы, заливается в бачок и под действием сжатого воздуха «выплевывается» через распылитель на окрашиваемую поверхность. В зависимости от густоты краски подбирается оптимальный диаметр выходного отверстия.
Диаметр сопла (дюзы) подбирается в зависимости от вязкости лакокрасочного материала. Чем он гуще, тем диаметр сопла больше. Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, это следующие значения:
● базовые эмали — 1,3-1,4 мм;
● акриловые эмали и прозрачные лаки — 1,4-1,5 мм;
● жидкие первичные грунты — 1,3-1,5 мм;
● грунты-наполнители — 1,5-2 мм;
● жидкие шпатлевки — 2-3 мм;
● антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов);
Диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Кроме этого необходимо обратить внимание на следующие особенности работы пневматического краскопульта:
1. В бачок, расположенный сверху или снизу распылителя (или, как его еще называют, аэрограф), вливают краску. Далее под давлением воздуха она начинает поступать в распылитель, и происходит окрашивание.
2. Сжатый воздух проходит по распылителю. Если нажать на курок, игла сдвинется. В результате образуется конус распыления, который состоит из капель краски.
3. Следует учитывать тот факт, что распылители отличаются в зависимости от вида краски. Для густой краски следует брать пульверизатор с большим отверстием.
4. Концентрация краски зависит от головки краскопульта. Если она большая, значит и концентрация будет выше. Для регулирования к головке подводят воздушные каналы в необходимом количестве.
5. При помощи головки можно отрегулировать величину воздушного давления и распыление краски.

Непосредственно технические характеристики при подборе пневматического краскопульта должны учитывать следующие параметры:
1. Давление сжатого воздуха на входе в краскораспылитель (2-8 атм. )
2. Давление сжатого воздуха на выходе из окрасочного внешнего сопла (0,7-2 атм.)
3. Коэффициент переноса краски ( материала ) – чем выше, тем лучше. (от 40% до 85%)
4. Потребление сжатого воздуха л./мин (типичное значение 100-500 л/мин) или его расход.
Типичный расход воздуха:

5. Потребление краски грамм/мин (50-400 гр/мин)
6. Вязкость краски в секундах по FORD4 (15-50 секунд)
7. Диаметр сопла подачи краски (мм.) типичное значение от 1мм до 2,5 мм
8. Вес и эргономика
9. Конструкция (с верхним бачком, с нижним бачком, без бачка)
10. Назначение (для красок, для клея, для геля, для грунтов, для шпатлевки)
Остановимся на некоторых моментах на которые необходимо обратить внимание подробнее.
Давление на входе в краскопульт.
Давление на входе в краскопульт – это нормируемая и рекомендуемая заводом-изготовителем величина, которая обязательно указывается в технической документации к окрасочному пистолету.
Входное давление:
● Для конвенциональных пистолетов – 3-4 атм.
● Для пистолетов системы HVLP и LVLP – 1,5-2,5 атм.

Настраивается входное давление достаточно просто — с помощью манометра-регулятора, установленного на входе к пульверизатору или встроенного манометра, если ваш краскопульт обладает таковым.
При этом нужно помнить, что если курок отпущен, манометр отображает давление в воздушной магистрали, поэтому реальное динамическое входное давление мы можем узнать только при нажатом курке.
Этапы проведения работ: подготовительный этап.
Перед окрашиванием стоит подготовить инструмент и сопутствующие материалы. Начать нужно с краски. Для помещений используются только составы на водной основе. Дополнительно приготовьте следующие элементы:
• строительную робу с длинными рукавами.
Этапы проведения работ: подготовка состава для окрашивания
Если вы выбрали вяжущую краску или алкидную эмаль, то их надо разбавлять растворителем. Обычно при приобретении этих средств продавец инструктирует о применении и разбавлении товара. Часто на банках фиксируется инструкция. Ее следует соблюдать в случае, когда указаны соотношения добавочных средств именно для покраски с помощью имеющейся модели краскопульта.
В противном случае следует воспользоваться вискозиметром или ручной проверкой:
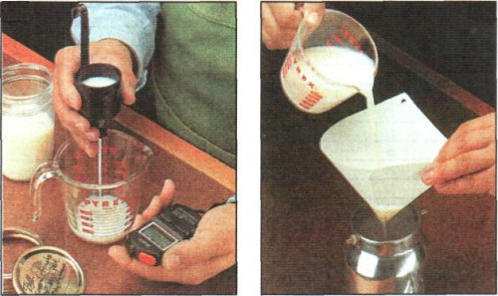
Для этого осуществляют следующие процедуры:
● Заливают краску в бачок и устанавливают поток воздушный и для жидкости на максимальную мощность;
● Красят небольшой участок для проверки качества распыления;
● Если средство не разбрызгивается, добавляют 5% растворитель и продолжают испытывать вновь;
Процедуру повторяют до тех пор, пока не добьются требуемого результата
Этапы проведения работ: настройка и применение краскопульта.
Перед работой сначала настраивают инструмент. Эту процедуру проделывают после наполнения бака краской. Здесь нужно проследить за крышкой: она должна быть плотно закрыта.
Настройка краскопульта осуществляется в следующей последовательности:
● сначала стоит отрегулировать поток краски и воздуха, для этого подвешивают инструмент вертикально и направляют его на газету;
● надавив на курок, держат его в одном положении до момента, пока с пятна не польются потеки;
● отрегулировав распылитель, водят краскопультом в разные стороны до достижения равномерного слоя (здесь можно отрегулировать расстояние и скорость передвижения).

Для того чтобы получить максимальный эффект и качество в ходе окрасочных работ, существуют следующие требования по регулировки краскопульта и равномерности нанесения ЛКМ:
● тест правильности формы отпечатка факела;
● тест на равномерность распределения краски в факеле;
● тест на качество распыления;
Тест правильности формы отпечатка факела.
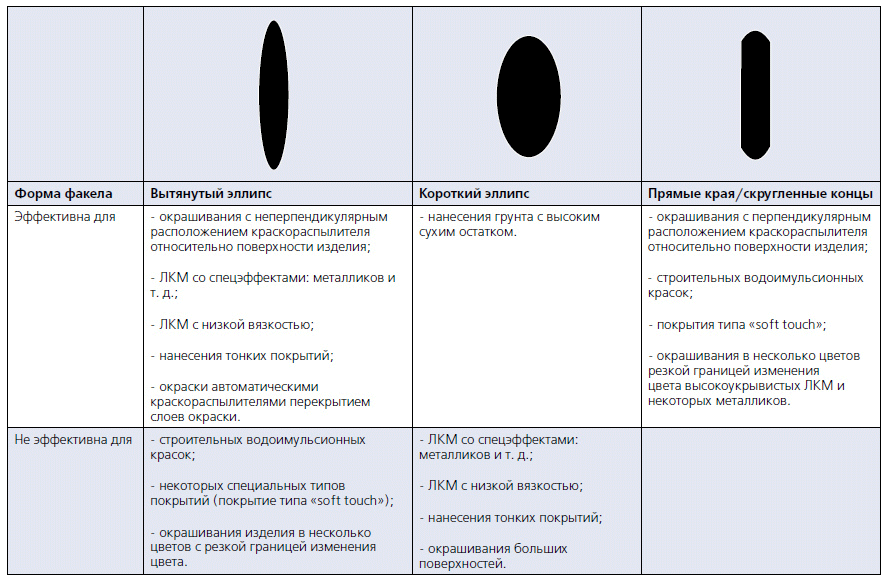
Если краскопульт исправен, правильно настроен и отрегулирован, факел, который он распыляет должен оставлять на окрашиваемой поверхности ровный след в виде вытянутого эллипса или прямоугольника с округлёнными краями. При этом боковые стороны должны быть ровными, а ЛКМ равномерно распределенпо всей площади формы.

В чем же могут лежать причины неправильной формы факела? Первой причиной этого может быть не правильное соотношение воздуха и краски во время его подачи. Возможно необходимо уменьшить подачу ЛКМ покрутив регулятор и затем снова повторить тест. А вот менять регулировку ширины факела не стоит. Возможна лишь не большая корректировка. Если краскопульт используется уже не в первый раз, то причиной не качественного распыления может быть засорение или повреждение воздушной головки, сопла.
Тест правильности формы отпечатка факела.
В зависимости от того типа пистолета, который вы используете, вы должны работать на опредленном расстоянии:
● Для конвенциональных пистолетов – 20-25 см.
● Для пистолетов системы HVLP – 10-15 см.
● Для пистолетов системы LVLP/RP – 15-20 см


Для проверки правильной формы отпечаткафакела необходимо в течении 1-2 секунд нажать на спусковой курок краскопульта и получить четкий отпечаток факела. Полученный отпечаток, это и есть пятно расплыва. В зависимости от его формы, можно говорить о том, насколько были правильно произведены регулировки краскораспылителя.
Формы отпечатков факела (в зависимости от типа воздушной головки).
В зависимости от формы факела можно определить насколько качественным и эфективным будет процесс окраски:
Тест на равномерность
Материал при качественной окраске на выходе из краскопульта должен распределяться равномерно или с незначительной концентрацией в центральной части факела. В качестве образцов с разным результатом распределения краски в факеле равномерным/неравномерным можно изучить рисунки, представленные ниже.

Этапы проведения работ: окрашивание
1. Перед окрашиванием поделите предмет окраски на части: самые важные и менее важные. Начинать окрашивать необходимо с менее важных частей, если это помещение, то можно начать красить с углов. Благодаря такой «избирательности» можно избежать излишнего попадания краски. Также перед началом работы краскопульта следует отвести его в сторону, к краю поверхности и только тогда запускать «аппарат».
2. Краскопульт необходимо держать параллельно поверхности, не наклонять и выдерживать одно расстояние. Соответственно покраска поверхности осуществляется прямыми параллельными линиями из стороны в сторону. Полосы окрашивания «закрываются» с небольшим напуском. Не допускаются дугообразные и любые иные движения.
3. Качество нанесения краски можно проверить под косым углом, проверив её на возможные дефекты. Если возник не прокрашенный участок, необходимо быстрым движением руки закрасить пустой участок;
4. Покраску лучше осуществлять за один заход – не прекращая работу, до тех пор, пока не будет окрашена вся поверхность.
5. Если покраска проводится в помещении, то оно должно иметь хорошую вентиляцию. На улице, где может быть ветрено, покраску лучше проводить в местах, защищенных от ветра.
6. Необходимо проявлять осторожность в работе с красками для автомобилей – он могут содержать ядовитые и взрывоопасные вещества. Поэтому хорошая защита в виде защитного костюма и обеспечение пожаробезопасности не помешают.

Этапы проведения работ: окрашивание потолков
Отдельный этап работ – «закатывание» вертикальных поверхностей и потолков. Он часто вызывает дополнительные вопросы, поскольку вариант, применимый для стен, здесь не пригоден. Правила следующие:
● держите пульт на расстоянии не более 70 см от поверхности (оптимально – 50 см);
● струя наносится строго перпендикулярно плоскости;
● второй слой накладывается только после полного высыхания предыдущего;
● окрашивание потолка осуществляется круговыми движениями без малейшей задержки на одном месте.
Правила «ухода» за краскопультом.
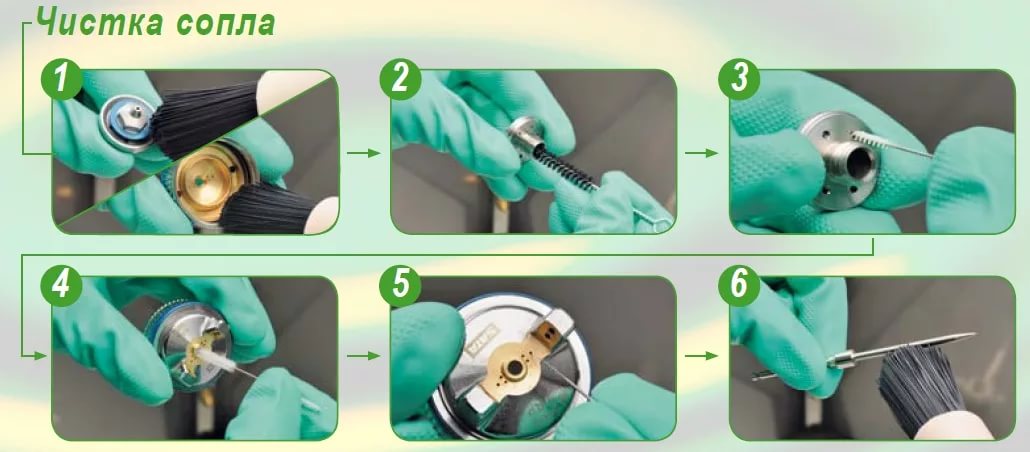
После работы с краскопультом, необходимо чтобы остатки краски стекли. Для этого нужно нажать на курок и держать его в таком состоянии, пока вся краска не стечет в бачок. Все составные части краскопульта необходимо тщательно промыть при помощи растворителя. Затем в зависимости от типа применяемого средства, необходимо залить нужный растворитель в бачок краскопульта и нажать на курок – чтобы прочистить сам распылитель. После этого оставшиеся детали краскопульта очистить мыльной водой от растворителя. Отдельно, с помощью спиц для рукоделия или зубочисток чиститься изнутри воздушное сопло. На завершающем этапе наносят смазку, которая была рекомендована производителем.
Решение проблем
Далеко не всегда получается окрасить поверхность правильно ввиду отсутствия опыта. Если появляются потеки, стоит снизить давление воздуха, параллельно наблюдая за результатом. Вторая причина проблем – неверно подобранная и замешанная краска. Она может быть слишком жидкая или густая. Первый вариант не столь критичен, а вот второй способен забить сопло распылителя. Также на поверхности вы будете наблюдать не светлое, а «пыльное» пятно, говорящее о высокой густоте состава.
Тренируйтесь и все обязательно получится. И внимательно читайте инструкцию по очистке краскопульта, чтобы не лишиться «помощника».
 Если вы решили покрасить авто самостоятельно, без краскопульта вам не обойтись. Первое, что нужно для себя уяснить, приступая к работе, – правила настройки . То есть мало приобрести инструмент, надо еще знать, как он функционирует, если вы хотите, чтобы краска ложилась ровным, гладким слоем, необходимо тщательно подготовить аппарат к работе. Подготовка включает четыре основных этапа, пренебрегать любым из которых, ни в коем случае нельзя, если мастер хочет добиться качественного результата. Чтобы этого достичь, приступая к покраске, нужно выполнить несколько обязательных условий:
Если вы решили покрасить авто самостоятельно, без краскопульта вам не обойтись. Первое, что нужно для себя уяснить, приступая к работе, – правила настройки . То есть мало приобрести инструмент, надо еще знать, как он функционирует, если вы хотите, чтобы краска ложилась ровным, гладким слоем, необходимо тщательно подготовить аппарат к работе. Подготовка включает четыре основных этапа, пренебрегать любым из которых, ни в коем случае нельзя, если мастер хочет добиться качественного результата. Чтобы этого достичь, приступая к покраске, нужно выполнить несколько обязательных условий:
- подготовить к работе краску;
- отрегулировать необходимый размер факела;
- создать оптимальное давление воздуха для покраски;
- правильно настроить параметры подачи краски.
Если вышеперечисленные пункты выполнены как следует, проблем не будет: окрашенная поверхность автомобиля станет гладкой и ровной. В противном случае не избежать неровностей, потеков. Да и сохнуть такое покрытие будет в два раза дольше. Итак, обо всем по порядку.  Чтобы распыление было качественным, необходимо к уже готовому составу добавить определенную дозу растворителя. Проблема в том, что изготовитель не всегда указывает рекомендуемое соотношение краски и растворителя на упаковке. Мастера с опытом работы обычно добавляют разбавитель понемногу, следя за получившейся консистенцией. Новичкам рекомендуется найти красящее вещество с указанными на упаковке параметрами развода. Например, надпись на банке 2 х 1+10% обозначает, что к краске, разведенной активатором в соотношении 2:1 следует добавить 1/10 часть от общего количества растворителя.
Чтобы распыление было качественным, необходимо к уже готовому составу добавить определенную дозу растворителя. Проблема в том, что изготовитель не всегда указывает рекомендуемое соотношение краски и растворителя на упаковке. Мастера с опытом работы обычно добавляют разбавитель понемногу, следя за получившейся консистенцией. Новичкам рекомендуется найти красящее вещество с указанными на упаковке параметрами развода. Например, надпись на банке 2 х 1+10% обозначает, что к краске, разведенной активатором в соотношении 2:1 следует добавить 1/10 часть от общего количества растворителя.
Для создания защиты от внешних воздействий или эффекта «металлик» на поверхность авто наносятся два слоя покрытия: первый – красящее вещество, второй – акриловый лак. Лак разводят в соответствии с инструкцией производителя. В таком случае необходимости в активации краски нет: высыхание обеспечивает добавленный в нее растворитель.
Регулируем размер факела в краскопульте
 Прежде всего, следует произвести настройку оптимальной ширины факела краскопульта. Это зависит напрямую от площади поверхности, нуждающейся в покраске. Если автомобиль или деталь покрывают краской полностью, выставляется максимальная ширина.
Прежде всего, следует произвести настройку оптимальной ширины факела краскопульта. Это зависит напрямую от площади поверхности, нуждающейся в покраске. Если автомобиль или деталь покрывают краской полностью, выставляется максимальная ширина.
При обработке участка небольшого размера ширину факела выбирают малую, предварительно опробовав качество распыления на ватмане. Это позволит равномерно и быстро нанести краску. Необходимо помнить, что, уменьшая ширину факела, нужно одновременно снизить давление воздуха.
Настраиваем давление воздуха
Выбрать оптимальную подачу давления непросто. Есть много параметров, от которых это зависит: модель краскопульта, вид краски, показатель вязкости. На ватмане с расстояния 25-30 см в горизонтальном положении делается несколько пробных вспрысков с одновременной регулировкой давления воздуха. Затем получившиеся отпечатки внимательно рассматривают:
- капли с потеками, крупные – давление недостаточное;
- очертания восьмерки говорят о слишком высоком давлении;
- отпечаток в форме груши, банана, полумесяца свидетельствует о неисправности аппарата или засорении сопла или воздушной головки;
- идеальная форма – вытянутый красивый факел без потеков и капель.
В зависимости от модели аппарата регулятор давления может быть встроен в рукоятку или иметь съемную конструкцию. В случае, если регулятор съемный, он открывается в месте соединения шланга с ресивером. Если регулятор встроенный, давление меняют при нажатом курке.
Настройка подачи краски
После того, как ширина факела и давление воздуха выставлены, настраивают подачу краски. Закрученный до упора регулировочный винт отпускают на 2 оборота. При регулировке не рекомендуется давать большую подачу, лучше это сделать постепенно в процессе работы. В противном случае можно зря израсходовать много краски и испортить поверхность автомобиля.
Регулировочный винт выступает в роли ограничителя для иглы, которая частично закрывает входное отверстие для краски. Таким образом, мастеру удобно настраивать подачу краски, открыв винт и нажимая курок. Оперировать при этом лишь силой давления на курок.