
Восстановление резьбы свечного отверстия
Восстановление резьбы свечного отверстия
Повреждение резьбы свечного отверстия не позволит уплотнительному кольцу или конусу свечи надежно герметизировать цилиндр. Существует несколько способов ремонта, и некоторые из них позволяют не снимать головку блока цилиндров с двигателя.
Большинство операций технического обслуживания автомобиля производится с отворачиванием и затягиванием различных резьбовых элементов крепления. Если при этом повреждается болт, гайка или шпилька, то их заменяют новыми. В случае нарушения резьбы в корпусной детали — головке и блоке цилиндров двигателя, картере коробки передач и т.д. — чаще всего целесообразней провести ремонт.
Свечи зажигания не относятся к элементам крепления, но имеют присоединительную резьбу, основными причинами повреждения которой являются:
- использование свечного ключа, конструкция которого не обеспечивает правильной фиксации свечи, что может привести к ее перекосу при заворачивании;
- попадание в резьбу загрязнений. Чтобы этого избежать на двигателях с незакрытым свечным углублением (колодцем), необходимо перед демонтажем свечи отвернуть ее на один-два оборота и удалить грязь продувкой сжатым воздухом или кистью;
- затяжка свечи с усилием, превышающим допустимое. Отраслевой стандарт 37.003.081.98 предусматривает затягивание свечи c усилием от 30 до 45 Н·м (примерно 3,0 — 4,5 кгс·м) при толщине уплотнительного кольца от 1,4 до 2,0 мм. Свечи с коническим уплотнением необходимо затягивать усилием 20-25 Н·м (примерно 2 — 2,5 кгс·м), а точная его величина указана в инструкции по эксплуатации конкретного автомобиля.
Восстановление резьбы в отверстии производится разными способами, которые имеют свои особенности. В каждом отдельном случае из них выбирают наиболее подходящий по конструкции детали, технологическим возможностям мастерской, трудоемкости и стоимости. При всех способах ремонта обязательными требованиями являются:
- обеспечение соосности старого и нового резьбовых отверстий;
- соблюдение допусков всех размеров.
Для ремонта головки используют заплавление свечного отверстия или установку резьбовой вставки — фланцевой, спиральной, самонарезной, а также с фиксирующим пояском. Вставки не должны выступать в камеру сгорания, а окончательной операцией их установки является калибровка свечной резьбы метчиком для устранения деформаций, появившихся в процессе монтажа.
Заплавление свечного отверстия

Головку блока цилиндров снимают с двигателя и сваркой заплавляют дефектное свечное отверстие. На координатно-расточном станке (как минимум, фрезерном) производят механическую обработку углубления под свечу и восстановление привалочных плоскостей. Затем под определенным углом сверлят новое отверстие и нарезают резьбу. Если резьба имеет наиболее распространенную размерность М14х1,25 (рис. 1), то диаметр отверстия составляет 12,7 мм.
Окончательной операцией является опрессовка головки блока — проверка ее герметичности избыточным давлением воздуха в водяной ванне с подогревом.
Интенсивный нагрев в зоне сварки может привести к образованию трещин в месте ремонта. Поэтому металл наплавляют только в крайнем случае, когда нельзя использовать другие способы или предполагается замена этой дорогостоящей детали. Например, невозможно установить резьбовую вставку из-за трещины или небольшой толщины стенки между свечным отверстием и каналом охлаждения у двигателей с четырьмя и пятью клапанами на один цилиндр.
Установка вставки с опорным фланцем
Головку блока цилиндров устанавливают на расточной или фрезерный станок. Рассверливанием свечного отверстия удаляют сорванную резьбу и нарезают новую для установки ремонтной резьбовой вставки.
Вставку изготавливают (как правило, из бронзы) на токарном станке. Внутри нарезают свечную резьбу, а если ее размерность М14х1,25, то наружную делают М18х1,25, но чаще используют наиболее распространенную М18х1,5. Технология изготовления фланцевых вставок из бронзы не может обеспечить их прочность при меньшем наружном диаметре.
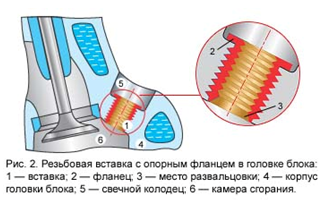
Для отвода тепла от свечи вставка должна плотно "сидеть" в отверстии, поэтому ее наружная резьба имеет диаметр несколько больше номинального. На нее наносят бакелитовый лак и заворачивают в головку блока (рис. 2) с помощью свечи. Фиксируют деталь развальцовкой тонкого края вставки со стороны камеры сгорания.
При сверлении и нарезании резьбы вручную, без снятия головки блока с двигателя, невозможно обеспечить соосность нового и старого отверстий. В результате свечное отверстие может стать не пригодным к ремонту. К тому же трудно избежать попадания стружки в цилиндр и надежно зафиксировать вставку, исключив отворачивание ее вместе со свечой.
Из-за опорного фланца вставки свеча занимает нештатное положение, а использовать этот способ для ремонта головок с коническим уплотнением свечей не позволяют небольшие диаметры свечных колодцев.
Между бронзовой вставкой и алюминиевой головкой происходит процесс электрохимической коррозии, которая будет усиливаться за счет проникновения раскаленных газов из цилиндра. Это ограничивает срок службы головки, отремонтированной таким способом.
Установка резьбовой вставки с опорным фланцем возможна только на устаревших двигателях, у которых стенка между свечным отверстием и каналом охлаждения имеет достаточную толщину, а свечной колодец — подходящий диаметр.
Установка спиральной вставки
Чаще всего этот способ используют на снятой головке блока цилиндров, но, если позволяет диаметр, расположение и глубина свечного колодца, двигатель не разбирают.
Перед проведением операций необходимо проверить положения поршня и клапанов (в ремонтируемом цилиндре), чтобы обеспечить место для вворачивания инструмента.
Подготовку свечного отверстия производят комбинированным метчиком, который позволяет обойтись без металлорежущих станков. Если головка находится на двигателе, в углубления метчика закладывают пластичную смазку (например, "Литол") для удержания стружки.
Комбинированный метчик (фото 1) имеет две размерности — М14х1,25 под свечу и М16х1,25 под спиральную вставку. При заворачивании в поврежденное свечное отверстие метчик центрируется в нем и нарезает резьбу без перекоса.

Вставка (см. фото 1) представляет собой проволочную пружинную спираль ромбического сечения с загнутым технологическим поводком. Внутренний диаметр и шаг спирали соответствуют резьбе свечи, а наружный — больше ремонтной резьбы для надежной фиксации. Например: при восстановлении резьбы М14х1,25 наружный диаметр спирали в свободном состоянии будет 16,4 мм.
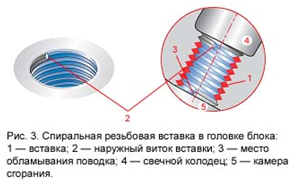
Спиральную вставку вворачивают за технологический поводок специальным ключом. При этом спираль сжимается, уменьшается ее наружный диаметр, позволяя вставке встать в ремонтную резьбу. Установку ее производят со стороны свечного колодца до того момента, пока ее наружный виток не опустится на 0,5 мм ниже плоскости (рис. 3) под уплотнительное кольцо свечи. Затем специальным бородком срубают технологический поводок, а если головка расположена на двигателе, то его обламывают и удерживают длинногубцами, чтобы избежать попадания этой части резьбовой вставки в цилиндр.
При наличии соответствующих вставок и метчиков можно восстановить резьбу не только свечных отверстий (см. таблицу).
В нашей стране пружинные спиральные вставки применяют для ремонта резьбовых отверстий с начала 40-х годов прошлого столетия. Этим способом в настоящее время пользуются и за рубежом.
Установка самонарезной вставки
Головку блока цилиндров снимают с двигателя и в свечном отверстии нарезают ремонтную резьбу комбинированным метчиком М14х1,25 и 5/8", близкую по размерам к М16х1,25 (фото 2).

Метчик заворачивают в отверстие на глубину, достаточную для срезания его разворачивающей частью (см. фото 2) вершин ремонтной резьбы, что обеспечивает начальный момент заворачивания вставки.
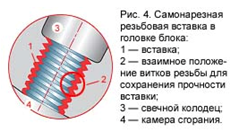
Технология изготовления вставки предусматривает определенное взаимное положение витков внутренней и наружной резьбы (рис. 4). Это позволяет без снижения прочности использовать наружную резьбу меньше, чем у вставки с опорным фланцем.
Диаметр наружных витков вставки — 16,5 мм, что примерно на 0,6 мм больше предварительно нарезанной резьбы, а на ее боковой поверхности сделаны три углубления, облегчающие процесс самонарезания.
При установке специальным приспособлением (см. фото 2) вставка нарезает резьбу своего диаметра и профиля, что обеспечивает надежную ее фиксацию (см. рис. 4). Герметичность соединения с головкой блока достигается применением термостойкого клея, который перед установкой наносят на наружную поверхность вставки. Направляющую втулку установочного приспособления (см. фото 2) можно снять только со стороны камеры сгорания, что и вынуждает демонтировать головку с двигателя.
Данный способ позволяет ремонтировать только отверстия для свечей с уплотнительным кольцом.
Установка вставки с фиксирующим пояском
Все операции выполняют не снимая головки блока с двигателя. Перед их проведением необходимо проверить положения поршня и клапанов (в ремонтируемом цилиндре), чтобы обеспечить место для вворачивания инструмента.
Ремонтную резьбу в поврежденном свечном отверстии нарезают комбинированным метчиком М14х1,25 и М17х1,25 (фото 3).

Для улавливания стружки углубления в теле метчика заполняют пластичной смазкой, которую после нарезания резьбы удаляют.
При изготовлении вставки ее внутреннюю и наружную резьбу нарезают определенным способом, не допускающим совмещения выступов и впадин профиля (рис. 5), что обеспечивает необходимую прочность детали. Установочное приспособление (см. фото 3) позволяет заворачивать вставку в глубокие свечные колодцы и легко демонтируется с внешней стороны головки блока. Герметичность обеспечивается термостойким клеем. Два наружных витка вставки имеют накатку (см. фото 3), которая надежно ее фиксирует (см. рис. 5) после развальцовки оправкой со специальным профилем (см.фото 3).

Данный способ позволяет ремонтировать отверстия как для свечей с уплотнительным кольцом, так и с коническим уплотнением.
("Полезные страницы" выпуск 11, 2002)

Да простит меня Брюс наш Уиллис, но ни о нём, ни о Голливуде речи здесь не пойдёт.
Орешек – это название очень живописного озера в Рязани, излюбленного места отдыха горожан. Вот на его то берегах и намечено было рязанским авторетроклубом (о рязанской авторетрожизни можно почитать здесь vk.com/retrocar_rzn ) проведение ежегодного автофеста 2016.
После более чем двухмесячного непрерывного ремонта (об этом в предыдущих четырёх сериях), наконец-то представилась возможность вырваться из гаражного заточения, прокатиться с ветерком и пообщаться с единомышленниками.
Настроение было отличным! Придя пораньше в гараж, приготовил всё для регулировки момента зажигания. Напомню, что на эту операцию не решился предыдущим вечером, т.к. он, вечер, неожиданно перешёл в стадию ”ночь” и просто побоялся напортачить и сделать что-нибудь не так.
Ну, а дальше всё, как по писаному в руководствах: ”Выверните свечу первого цилиндра …”, ну и так далее. Собственно регулировка заняла не более получаса, а затем осталось накинуть крышку трамблёра, вкрутить свечу на место и нахлобучить на неё колпачок высоковольтного провода.
Свечной ключ ловко крутился по правилу буравчика, ожидая долгожданного упора. Вот, вот он, упор, скоро настанет. Ещё немного и … А он всё крутился, крутился и крутился …
Если вы морж или любитель русской бани, то нет необходимости объяснять что испытывает человек, переходя из одного термического состояния в другое, погружаясь то в прорубь, то в парилку.
Такие же испытания проходит человек, чья свеча не знает предела, т.е. творит полный беспредел.
Но, когда-нибудь всё-таки наступает осознание момента, и вы начинаете действовать. В конце концов, сорванная свечная резьба в головке БЦ – не трагедия. Выход есть – свечной ввёртыш.
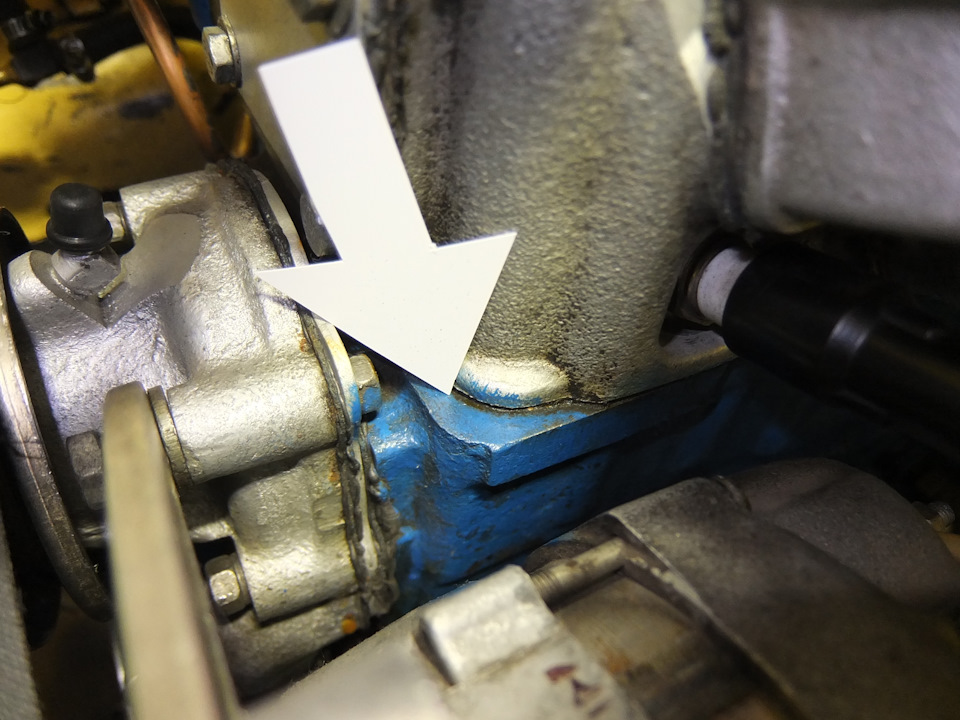
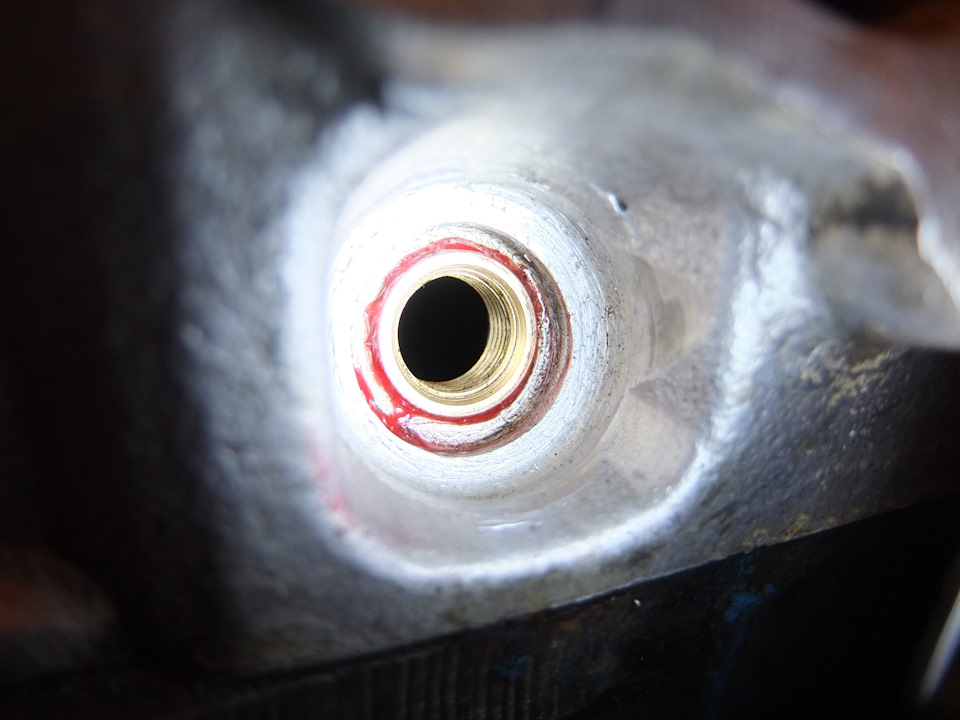
Теперь, придя в осознанное состояние, стало понятно, почему в районе первого цилиндра на полочке БЦ (на фото №1 это место указано стрелкой) наблюдались следы подтёков — тосола, как предполагалось. Об этом писал в предыдущей серии ремонта (www.drive2.ru/l/466635209803039296/). Понятно, что не тосол это был, а следы от вырывавшихся газов из прослабленной свечной резьбы первого цилиндра.
Понятно также стало, что именно прослабленная свечная резьба и, как результат, неплотная посадка свечи на своём месте, приводили к неустойчивой работе двигателя. Наблюдал перебои в работе ещё во время предыдущего пуска двигателя после ремонта помпы. Тогда посчитал, что причиной может быть глубокая раковина в подвижном контакте прерывателя или повышенный люфт вала трамблёра.
Разумеется, о поездке на автофест можно было благополучно забыть. С другой стороны, если бы свеча дала о себе знать не в гараже, а в поездке, то могли бы произойти гораздо бо’льшие неприятности. Известны случаи, когда свечка вылетала из своего колодца, как пуля, пробивая крышку капота!
По теме свечного ввёртыша было много всего прочитано и, как результат, принято решение ввёртыш ставить, не снимая ГБЦ, избегая слишком большого объёма работ. Да и машина уже была нужна не только для променада, а ещё и для грузовых целей.
Сам установкой ввертышей никогда не занимался и, честно говоря, немного опасался этого занятия по двум причинам.
Во-первых, для нарезки резьбы под ввёртыш требовался качественный инструмент. Любая ошибка могла привести к прослаблению резьбы и, как результат к потере головки.
Во-вторых, алюминиевая стружка, которая могла попасть в цилиндр во время работы, могла бы причинить большие беды. Запороть поршень, на самом деле, не представляло большого труда. Не верьте рассказам о том, что оставшаяся в цилиндре стружка легко сгорает в цилиндре при работе двигателя. Не хватало ещё нарваться на капремонт движка.
В результате, решено было поручить работу по установке ввёртыша опытному мастеру. Он сказал, что нужно купить несколько ввёртышей, чтобы можно было выбрать из нескольких, анаэробный герметик, т.е. фиксатор резьбы и приготовить вороток для метчиков.



Для удобства работы был снят впускной коллектор.

Мастер привёз с собой два метчика М18х1.5 – проходной и чистовой. Он сказал, что метчики специально изготовлены для этой работы и, что они дают «тугую» резьбу для плотной посадки ввертышей.
Чтобы не повредить метчиком поршень, последний был немного опущен вниз от ВМТ. Затем мастер подобрал к проходному метчику накидную головку, установил её на удлинитель, и, соединив его с шарниром и воротком, начал работу.
Каждые пол-оборота метчика сопровождались его очисткой и смазкой литолом. Мне приходилось ассистировать мастеру – счищать стружку и накладывать новую смазку. Работа шла ритмично и быстро настолько, что даже не удалось сделать фотографии этого процесса.
Надо сказать, что мастеру приходилось прикладывать значительные усилия к инструменту, т.к. предварительно рассверливать отверстие под метчик он не стал, чтобы минимизировать количество стружки.
Одновременно нужно было следить за углом приложения метчика, т.к. свеча в ввёртыше должна стоять под таким же углом, что и остальные. Вот остальные свечи, которые остались на своих местах, и были ориентиром в работе.
После первого метчика резьба была пройдена вторым, чистовым также с периодической очисткой от стружки.
Затем свечной колодец был тщательно очищен от грязи и мелкой стружки, которая оставалась снаружи.

Теперь предстояло очистить от стружки цилиндр изнутри, если она все-таки туда попала. Это было сделано с помощью обычного бытового пылесоса. Патрубок пылесоса очень плотно был приставлен к свечному колодцу, а коленвал был немного повёрнут так, чтобы впускной клапан первого цилиндра открылся. Таким образом, образовался сквозной канал для эффективной продувки цилиндра.
Включили пылесос, продули канал. Судя по звукам, немного стружки в цилиндр всё-таки попало. Но теперь можно было спокойно продолжать работу, т.к. при таком мощном воздушном потоке наверняка в цилиндре ничего не осталось.
Мастер выбрал ввёртыш, исходя из того, чтобы вкрученная в него свеча держалась в нём плотно и, одновременно, чтобы его наружная резьба имела острые, чётко выраженные витки резьбы.
После очистки цилиндра мастер смазал резьбу свечи графитовой смазкой, вкрутил её в ввёртыш, а на резьбу ввёртыша нанёс фиксатор резьбы. Затем закрутил получившуюся сборку свечным ключом в новую резьбу головки до заметного упора и быстро, ловким движением сразу выкрутил свечу обратно. Свечу выкрутил, а ввёртыш остался на месте, как и полагается.
На следующий день, когда герметик застыл, отрегулировал зазор в свече зажигания, смазал резьбу графитовой смазкой и установил на место. То же самое проделал и с другими свечками. Когда выкручивал свечи, очень внимательно сматривал резьбы в головке БЦ. Резьбы оказались хорошими.
Существует специальный ключ, регулирующий усилие затяжки свечи. Теперь подумываю приобрести такой.
Анализируя случившееся со свечной резьбой, мастер предположил, что такое могло произойти из-за выворачивания свечи на горячем двигателе. Да, бывало такое в дороге, когда пропадала искра и надо было как-то её искать.
А теперь – только вперёд. Вырезаем новую прокладку под впускной коллектор из паронита и устанавливаем на двигатель, а также всё, что было снято.
Перед установкой, впускной коллектор на ночь был оставлен наполненным водным раствором лимонной кислоты для очистки накопившейся накипи.
Интересует как правильно установить свечной ввертышь в головку, бывают ли ремонтные ввертыши (с большей резьбой), как сделать чтобы он не выкручивался вместе со свечой, чтобы не сифонило из под него, чем резьбу зафиксировать (разбивание конца ввёртыша со стороны камеры сгорания не интересно 🙂 ), каковы ваши отношения к ним, итд.
я лично в своего колхозника вместе с пивной банкой ввёртыш забил,и всё стало гуд))20 тыщ гдето проехал,пока не выбило
blade_nn , тащи головку на какую-нибудь автобазу или сервис, чтобы они делали сами и ввёртыш, и резьбу под него и т.д. и т.п.. Доверся профессианалам.
фиг знает, я на старых головках сделал так:
1. пошёл выточил сразу стальной ввёртышь,заместо латуньевого(покупного)
2. откапал какую-то специальную приблуду для ввёртышей в гараже
3.нарезал резьбу в головке, приблудой закрутил его, да так туго что он даже обратно выкручиваться нехочет, и сечка на нём сидит отлично, ничё не сифонит.
теперь эта бошка работает у друга на другом Урале, ездит он на ней уже 2ое лето, не жалуеться 🙂
Летучий , +много, лучше них ты не сделаешь, зато будет с кого потом спросить
раньше заказывал на заводе ввёртыши, потом они появились в магазинах.
я катаюсь на футорках под длинные свечи, очень удобно.
IRON_RhinO , стальные не очень хорошо, они тепло плохо отводят. Лучше всего бронзовые.
да бронзовые лучше всех,и они притом современем прикипают и не откручиваются
ВасяПЗ,поподробней про футорки,плиз,как раз седня заказал товарищу проставки под длинные свечи выточить,как у тебя сделано?
blade_nn , резьбу под ввёртыш надо в конце чуть не дорезать и закрутить его на горячую,работать будет как надо.
мит30 , да очень просто. Футорка по высоте как длинная резьба у свечи. Снаружи резьба нарезана чуть длиннее, чем толщина головки в этом месте, а дальше шестигранник под ключ. За этот шестигранник футорка вкручивается в голову, а в нее спокойненько вворачиваем длинную свечку, и она будет выступать так же, как раньше выступала кооткая.
Знакомый токарь делает футорки с конусной резьбой, и проточкой специальной. При заворачивании в головку грани за которые крутишь отламываются по этой проточке и получается площадка ровная под свечу, ну а конус держит футорку очень крепко.
Если говорить вообще.:) то Урал-это опасная штука в плане, если свечу выбивает.:) когда у меня выбило, я честно говоря в шоке был.:) ни свечи этой, ни колпочка, ни бронепровода я не нашёл.:) вот. Пошёл к токарю знакомому, спросил про подобные случаи. Он взял просто выточил ввёртыши стальные, нарезал в головках резьбу новую. Вкрутили их нагорячую через герметик и всё. Работает надёжно, второй сезон уже.
Седня поставил переходники на длинные свечи,высота 4мм,под два колечка(с обеих сторон)-все путем)))
стальные ввёртыши рулят. из мягких цветных металов не айс. на цветных резьба изнашеваеца как за здрасти. особенно у тех кто всякое г в бак льёт потомушто нечего другого нет. или лень карбы настраивать.
а штоб ввёртыш не выворачивался можно его на силикатный клей садить( жидкое стекло) при прогреве двигателя клей закипает и становица колом. и клей не горит.
Короче ввертышй лучше всего садить на резьбовой герметик для неразборных конструкций. Сидит оч хорошо. Не выкручивается. Сами ввертышй продаются в магазине . Стоят 25 рублей. Тебе тока стоит рассверлить отверстие в головке. На 16.5 и нарезать резьбу м18х1.5 . Затем обезжирить , промазать резьбовым герметиком и закрутить. Ждать сутки. И усе готово.
А ни у кого не возникало после установки ввертыша надобности его выкрутить и заменить? Резьба потом не срывалась? Я вот просто про красный АБРО думаю, его же потом фик открутишь. а синий держать не будет. может шплинт?
Gahdohik , возникала. вот нада латунный вёртыш выворачивать или както добывать. резьбе хана пришла. буду ставить стальные под длинную свечу.