Кривошипно-шатунный механизм
Кривошипно-шатунный механизм предназначен для преобразования возвратно-поступательного движения поршня во вращательное движение маховика. Кривошипно-шатунный механизм является самым загруженным механизмом двигателя внутреннего сгорания.
Состав кривошипно-шатунного механизма
Кривошипно-шатунный механизм (КШМ) состоит из подвижных и неподвижных деталей. К подвижным деталям относятся: шатун, поршень с кольцами, поршневой палец, коленчатый вал двигателя, маховик. К неподвижным механизмам кривошипно-шатунного механизма относятся: блок-картер, поддон картера, головка цилиндров, крепежные детали, гильзы цилиндров, крышки блока, прокладки, полукольца коленчатого вала
Блок-картер
Блок-картер двигателя основная часть остова двигателя внутреннего сгорания. Выполняется блок-картер в виде единой отлитой детали. Отливка может быть выполнена из чугуна (для тяжелых дизельных двигателей) или алюминия (как правило, бензиновые двигатели). Для повышения жесткости и разделения на несколько отсеков внутри блок-картера выполняются перегородки. Горизонтальная перегородка делит блок-картер на две части верхняя блок цилиндров, нижняя картер (Рисунок 1). В блоке цилиндров могут устанавливаться гильзы, но может быть и отливка без применения гильз, так называемые негильзованные двигатели. Без применения гильз, как правило, обходятся на двигателях легковых автомобилей, для снижения массы двигателя и автомобиля в целом, на больших грузовиках гильзы, практически всегда установлены. Пространство между стенками блока и гильзами цилиндров называют водяной рубашкой, водяная рубашка служит для охлаждения двигателя. В случае если механизм газораспределения с нижним распределительным валом, в блоке цилиндров отливают вертикальную перегородку, для отделения штанг толкателей от водяной рубашки. Для того чтобы охлаждающая жидкость, из системы охлаждения не проникала в картер, на гильзы одеваются резиновые уплотнения в местах крепления их к блоку цилиндров. Каждый блок-картер имеет приливы и площадки с резьбовыми соединениями для крепления к нему навесных агрегатов двигателя. К обработанным площадкам блок-картера крепят основные детали: поддон картера, головку цилиндров, картер маховика, картер шестерен распределительного вала.
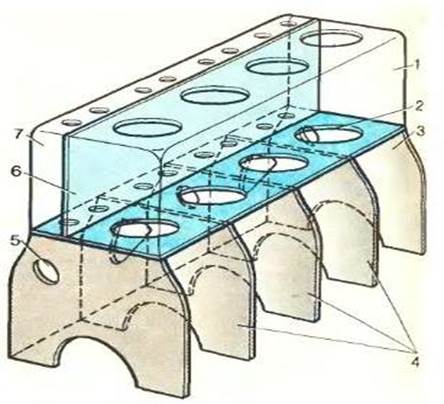
Блок цилиндров;
Горизонтальная перегородка;
Картер;
Перегородки картера;
Отверстие для распределительного вала;
Вертикальная перегородка;
Камера штанг;
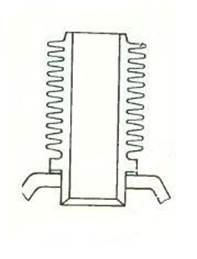
Двигатели с воздушной системой охлаждения (Рисунок 2) не имеют блок-картера, все детали таких двигателей располагаются на литом картере. Блок цилиндров у этих двигателей так же отсутствует, на картер крепятся все цилиндры по отдельности. Между цилиндрами и картером расположены медные уплотнительные прокладки. Внутри картера также располагаются коленчатый и распределительный валы двигателя.
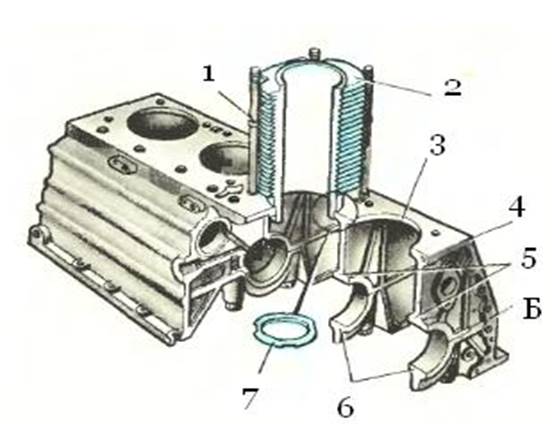
1. Шпилька;
2. Цилиндр;
3. Отверстие для гильзы цилиндра;
4. Картер;
5. Прилив;
6. Крышка коренного подшипника;
Уплотнительная прокладка
8. Б – Плоскость для крепления картера распределительных шестерен;
Поршневая группа
Поршневая группа кривошипно-шатунного механизма
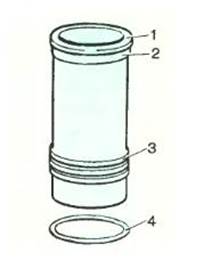
В поршневую группу входят: цилиндры, поршень, поршневой палец, кольца поршня. Цилиндры многих двигателей съемные. Отдельно изготовленный цилиндр называют гильзой, двигатель со съемными цилиндрами называют гильзованным, может быть и отливка без применения гильз, так называемые негильзованные двигатели. Применение съемных гильз позволяет увеличить срок службы блок-картера, за счет замены изношенных гильз новыми. Материалом для изготовления гильз чаще всего является легированный чугун. Внутренняя сторона гильзы называется зеркалом, зеркало гильзы обрабатывается и закаляется, задиры или царапины на зеркале гильз недопустимы. Гильзы охлаждаемые жидкостью называют мокрыми. Снаружи у гильзы выполнены два посадочных пояска 2 и 3 рисунок 3 для более плотной установки в блоке. Между нижним пояском гильзы и блоком цилиндра устанавливаются резиновые уплотнения 4, предотвращающие протекание охлаждающей жидкости из водяной рубашки в поддон картера. На цилиндрах двигателей с воздушной системой охлаждения снаружи цилиндра выполнены охлаждающие ребра. В нижней части цилиндра также имеется буртик для посадки цилиндра на картер. Между буртиком и картером устанавливается медное кольцо для уплотнения. Каждый цилиндр вместе с головкой закрепляется на картере при помощи специальных шпилек.
Поршни воспринимают усилие во время рабочего хода и передают его на шатуны через поршневой палец. Поршни обеспечивают протекание всех тактов двигателя внутреннего сгорания. Они подвержены воздействию высоких температур, давлений. Поршни движутся в цилиндре с очень высокой скоростью. Поршни должны отвечать многим требованиям: быть легкими, хорошо отводить тепло, обладать высокой износоустойчивостью. Материалом для изготовления поршней служат различные сплавы алюминия. Поршень имеет вид перевернутого стакана (рисунок 5). Поршень состоит из днища А, головки Б и юбки В. Днище поршня может быть выполнено гладким или иметь специальную выемку, зависящую от способа смесеобразования и расположения клапанов газораспределителного механизма. Такая форма поршня способствует лучшему смесеобразованию воздуха и топлива, а так же обеспечивает лучшее сгорание топлива.

А – Днище поршня;
Б – Головка поршня;
В – Юбка;
Г – Бобышки;
Д – Холодильник;
Е – Места для нанесения маркировки;
Ж – Метка направления установки поршня;
1. Сбрасывающая кромка;
1. Канавка для маслосъемного кольца;
2. Канавка для стопорного кольца;
3. Отверстие для подвода масла к поршневому пальцу;
4. Канавки для компрессионных колец;
5. Камера сгорания в поршне;
6. Прорези;
Стопорное кольцо.
На внешней стороне головки и юбки поршня проточены канавки для компрессионных и маслосъемных колец. Количество колец зависит от конструкции двигателя и частоты вращения коленчатого вала двигателя. Менее двух колец, как правило не встречается, чем больше мощность двигателя тем больше колец устанавливается. На внутренней стороне юбки имеются два прилива – бобышки Г, внутрь которых устанавливается поршневой палец. В бобышках проточены канавки 3 для стопорных колец, предохраняющих палец от горизонтального перемещения. Холодильники Д, предназначены для скапливания масла, для охлаждения утолщаемой части поршня и предохраняющие его от заклинивания.
Поршневые кольца разделяются на компрессионные 1 и маслосъемные 2 (Рисунок 6). Компрессионные кольца предназначены для предотвращения прорыва газов из камеры сгорания во время рабочего хода в картер двигателя. Кольца изготавливаются из легированных марок стали. Наружный диаметр кольца больше внутреннего диаметра цилиндра, из-за чего кольцо плотно прилегает к стенкам цилиндра. Для того чтобы кольцо вошло внутрь цилиндра часть кольца вырезают, вследствие чего кольцо пружинит и прилегает плотно к поверхности цилиндра. Вырез в поршневом кольце называется замком. Для уменьшения утечки газов через замок колец их устанавливают напротив друг друга, если кольца 2 или под углом 120˚ в случае если колец три, если колец более трех замки устанавливают друг напротив друга. Более трех колец, как правило, устанавливают на дизельные двигатели, так как там давление газов выше. Верхнее компрессионное кольцо выполняют из хрома, так как он более тугоплавкий. В случае перегрева двигателя между кольцами и канавками образуются шлаковые отложения, вследствие чего кольца перестают свободно двигаться и пружинить в канавке. Данное явление получило название закоксовывание, при этом будет теряться мощность двигателя, повысится расход топлива и масла. Кроме закоксовывания колец возможно так же и их залегание, залегание поршневых колец происходит при длительном простое автомобиля. В случае если такой простой предстоит необходимо делать его консервацию. Маслосъемные кольца предназначены для снятия масла со стенок цилиндра, маслосъемные кольца препятствуют попаданию масла в камеру сгорания. В отличии от компрессионных колец маслосъемные кольца имеют сквозные прорези. Внутри маслосъемного кольца устанавливается пружина. В случае износа маслосъемных колец повышенный расход масла неминуем.

Кривошипная группа
В кривошипную группу входят: коленчатый вал двигателя, шатуны, вкладыши, маховик. Шатуны (Рисунок ) соединяют поршни с коленчатым валом двигателя, и передают ему усилие от давления газов воспринимаемого поршнями. На шатун воздействуют давление силы инерции, поэтому они должны быть легкими и прочными одновременно. Шатун изготавливают из высокопрочной стали в виде стержня с двумя головками.
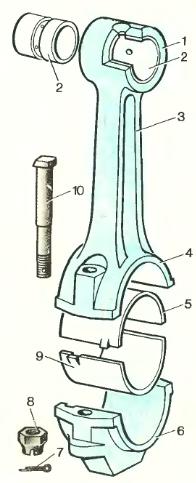
1. верхняя головка шатуна;
2. втулка верхней головки;
3. стержень шатуна;
4. нижняя головка шатуна;
5. вкладыш шатунного подшипника;
6. крышка нижней головки шатуна;
7. шплинт;
8. корончатая гайка;
9. фиксирующий усик вкладыша;
10. шатунный болт;
Стержень 3 двутаврового сечения, это увеличивает прочность шатуна. В верхнюю головку шатуна 1 запрессована бронзовая втулка 2. Нижняя головка шатуна 4 разъемная, крышка 6 снимается, верхняя крышка 4 изготовлена заодно с шатуном. Крышки шатунов невзаимозаменяемые. Обе части нижней головки шатуна закрепляются болтом 10, гайки болтов шплинтуют шплинтом 7, предотвращая их откручивание. В нижней головке шатуна установлены подшипники скольжения (вкладыши) 5, от осевого перемещения и проворачивания вкладыши удерживаются усиками 9. Смазывается вся система кривошипной группы под высоким давлением.
Коленчатый вал двигателя воспринимает усилия от поршней двигателя, через шатуны, преобразуя возвратно-поступательные движения в крутящий момент. Коленчатый вал так же приводит во вращение все остальные агрегаты двигателя. На коленчатый вал воздействуют давление силы инерции, воспринимаемое периодически давление вызывает износ коленчатого вала, поэтому он должен быть достаточно прочным и быть износостойким. Коленчатый вал штампуют из высокопрочной стали, или отливают из высокопрочного чугуна. Устройство коленчатого вала изображено на рисунке 9.
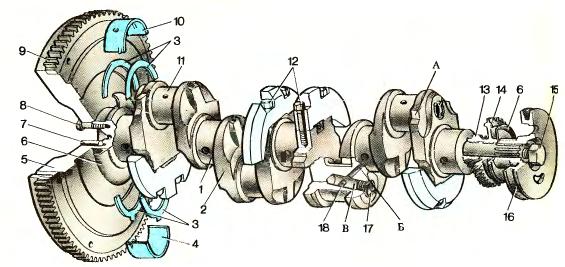
1. коренная шейка;
2. щека;
3. упорные полукольца;
4. нижний вкладыш коренного подшипника;
5. маховик;
6. маслоотражатель;
7. установочный штифт;
8. болт крепления маховика;
9. зубчатый венец;
10. верхний вкладыш коренного подшипника;
11. шатунная шейка;
12. противовесы;
13. шестерня коленчатого вала;
14. ведущая шестерня привода масляного насоса;
15. болт;
16. шкив;
17. пробка;
18. трубка для чистого масла;
А – место клеймения размерной группы;
Б – канал подвода масла в полость шатунной шейки;
Шатунно-поршневая группа вместе с коленчатым валом являются основным рабочим механизмом поршневого двигателя внутреннего сгорания. Поступательное движение поршня преобразуется во вращательное движение коленчатого вала при помощи шатуна, сочлененного шарнирно с верхней головкой поршневым пальцем и нижней головкой с шейкой колена вала. Рабочая полость располагается над поршнем в цилиндре, закрытом крышкой. Поршень – наиболее ответственная и напряженная часть двигателя. Он выполняет следующие функции:
обеспечивает требуемую форму камеры сгорания и герметичность внутрицилиндрового пространства;
передает силу давления газов на шатун и систему цилиндра;
управляет открытием и закрытием окон (выполняет функции золотника).
В процессе работы на поршень действуют механические нагрузки давления газов и сил инерции, а также высокие тепловые нагрузки в период непосредственного соприкосновения его с горячими газами при сгорании топлива и расширении продуктов сгорания. Дополнительно поршень нагревается от трения о стенки цилиндра. При нагреве поршня понижаются механические свойства его материала и возрастают термические напряжения в нем. К тому же ухудшается наполнение цилиндра свежим зарядом, из-за чего уменьшается мощность двигателя, появляются условия для заклинивания поршня в цилиндре, ухудшается работа кольцевого уплотнения. Поршни ДВС, наряду с достаточной прочностью и жесткостью, должны иметь возможно меньшую массу для уменьшения сил инерции, обладать высокой теплопроводностью и износостойкостью. Конструкция поршня должна обеспечивать свободное перемещение его в цилиндре и достаточную герметичность для предотвращения прорыва газа из камеры сгорания в картер и попадания масла со стороны картера в рабочую полость цилиндра, что наблюдается при больших зазорах между кольцом и канавкой поршня. При этом появляется так называемое насосное действие поршневых колец, которое происходит при перекладке зазоров между кольцами и стенками канавок поршня в ВМТ и НМТ.
На наружной поверхности в верхней цилиндрической части поршня имеются канавки для поршневых колец, необходимых для предохранения цилиндра от прорыва газов и попадания смазки из картера в камеру сгорания. Нижняя часть поверхности поршня служит направляющей. Верхнюю часть поршня называют головкой, а направляющую (тронковую) часть – юбкой. На внутренней поверхности юбки поршня имеются бобышки с отверстиями для установки поршневого пальца.
Поршни изготавливают из стали, чугуна, алюминиевых и магниевых сплавов. На тепловозах применяют поршни в основном чугунные, а также из алюминиевых сплавов.
Чугунные поршни отличаются малым коэффициентом линейного расширения, высокой прочностью и износостойкостью, но имеют большую массу по сравнению с алюминиевыми. Поршни из алюминиевых сплавов обладают меньшей прочностью и износостойкостью, но значительно легче чугунных. Теплопроводность алюминиевых сплавов в 3.4 раза выше, чем у чугуна, поэтому температура днища поршней из алюминиевых сплавов ниже, чем у чугунных поршней. В этой связи в двигателях с поршнями из алюминиевых сплавов улучшается наполнение цилиндра свежим зарядом и уменьшаются затраты энергии на трение поршня о цилиндр вследствие меньшего коэффициента трения алюминиевых сплавов.
Существенным недостатком поршней из алюминиевых сплавов является высокий коэффициент линейного расширения по сравнению с чугунными (примерно в 2.2,5 раза больше, чем у чугуна). Поэтому поршни из этих сплавов устанавливают в цилиндры с большим зазором, который затрудняет пуск дизеля, вызывает стук при работе непрогретого двигателя и на малых оборотах коленчатого вала.
Поршни из алюминиевых сплавов применяются на дизелях ПДШ, Д50, ЗЮБЯ, М750, 1Д12 и др. На дизелях 11Д45, 14Д40 применяются составные поршни, состоящие из тронка, головки и вставки. На дизелях типа Д100 установлены поршни, у которых чугунная головка и тронк отлиты в единую деталь. Поршни дизелей типа Д49 имеют стальную головку, а тронк и вставка их изготовлены из алюминиевого сплава в виде единой детали (рис. 7.12).
Для лучшего охлаждения головок поршней в их днищах с внутренней стороны сделаны канавки, к которым подается масло из верхней головки шатуна через стакан, прижимаемый пружиной к шатуну. Горячее масло по каналу в поршне стекает в картер. В отверстия бобышек тронка устанавливается палец, соединяющий верхнюю головку шатуна с поршнем, на головке которого проточены канавки для поршневых колец.
Поршневые кольца по своему назначению делятся на компрессионные (уплотнительные) и маслосъемные (маслосрезываю-щие). Компрессионные кольца предназначены для уплотнения зазора между поршнем и цилиндром и отвода тепла от поршня.
Маслосъемные (маслосрезывающие, маслосгонные) кольца (рис. 7.13) препятствуют попаданию масла в камеру сгорания. Разрезные кольца прижимаются к стенке цилиндра за счет собственной упругости и давления газов. В период сгорания топлива силы от давления газов в 40. 70 раз превышают силы упругости колец. Высокие температуры и недостаток смазки приводят к большим износам как колец (особенно первого), так и втулки цилиндра.
Число поршневых колец, обеспечивающих достаточное уплотнение, определяется частотой вращения коленчатого вала и типом двигателя. Чем выше частота вращения, тем меньше число поршневых колец. Изготавливаются поршневые кольца из специального чугуна по особой технологии. В двухтактных дизелях типов Д100, Д40, поршни которых работают в тяжелых термодинами-

Рис. 7.12. Поршень дизеля 1А-5Д49-2: 1 – шпилька; 2 – втулка; 3 – палец; 4 – стопорное кольцо; 5 – уплотнительное кольцо; 6 – головка поршня; 7 – компрессионные кольца с односторонней трапецией; 8 – компрессионное (минутное) кольцо; 9, 15 – маслосъемные кольца; 10 – экспандер; /1 – тронк; 12 – трубка; 13 – стакан; 14 – пружина; 16 – проволока; 17- гайка; а – полость охлаждения днища крышки; б – отверстие для перетока масла; в – канал для слива масла из полости охлаждения

Рис. 7.13. Поршневые кольца: а – уплотнительные: 1-5- сечения колец; а – угол скоса поршневых колец; р – угол скоса, предназначенного для очистки канавки поршневого кольца; б – маслосрезывающие: 1-9 сечения колец; у – угол скоса рабочей плоскости; в – замки колец: 1-3 – формы колец; Д – зазор
ческих условиях, применяются биметаллические кольца – чугунные со вставкой из бронзы и двойным конусом наружной поверхности. Бронзовая вставка при работе двигателя изнашивается, образуя на стенке цилиндра металлическую пленку, которая предохраняет зеркало цилиндра от задиров и увеличивает теплоотдачу. Компрессионные кольца для повышения износостойкости покрывают хромом. На быстроходном дизеле типа М750 применяют хромированное стальное кольцо, которое устанавливают в первую канавку для повышения надежности.
Маслосрезывающие кольца выполняются с одним или двумя окнами для отвода масла. В некоторых кольцах для повышения упругости используются экспандеры. Замки колец бывают косые под углом 15°, прямые или выполненные внахлест.
Различают поршневые пальцы с жестким закреплением в бобышках поршня или вставки и плавающие, которые могут вращаться вокруг собственной оси. Плавающие пальцы имеют меньший износ, и они чаще применяются на тепловозных дизелях. При работе на поршневой палец действуют большие силы, переменные по величине и направлению. Он должен быть прочным и износостойким, поэтому его изготавливают из высококачествен-

Рис. 7.14. Шатунно-поршневая группа дизелей типа Д49: 1 – главный шатун; 2 – поршень; 3 – пружина; 4 – стакан; 5 – маслосъемное кольцо с экспандером; 6 – тронк; 7 – втулка верхней головки шатуна; 8 – палец; 9 – стопорное кольцо; 10 – болт прицепного шатуна; 11 – прицепной шатун; 12 – палец прицепного шатуна; 13 – втулка-подшипник; 14 – шатунные болты; 15 – крышка; 16 – вкладыши; о, в, г, д, е – каналы; б – полость охлаждения; ж – отверстие под штифт; з – зубчатый стык
ной углеродистой или легированной стали. Рабочую поверхность пальца цементируют с последующей термической обработкой для придания ей большей твердости.
Шатун связывает колено вала с поршнем. При работе шатун совершает сложное качательное движение и подвергается переменной по величине и направлению нагрузке от давления газов и сил инерции. Действующие на шатун силы вызывают в нем сложные деформации – сжатие, растяжение, продольный и поперечный изгибы. Поэтому шатун должен быть жестким и прочным при возможно малой массе. Шатуны изготавливают из углеродистой или легированной стали ковкой или штамповкой с последующей механической и термической обработкой.
В зависимости от типа двигателя и расположения цилиндров на тепловозах применяются шатуны однорядных и У-образных двигателей.
Стержни шатунов имеют двутавровое сечение. В У-образных дизелях (типа Д40, Д49, М750 и др.) применяются шатуны с прицепным сочленением главного и прицепного шатунов (рис. 7.14).
В верхней головке шатунов однорядных двигателей запрессовывается бронзовая втулка с канавками для масла. Нижняя головка разъемная. Крышка нижней части крепится болтами. Точная установка крышки обеспечивается штифтами или замковым устройством разъема в виде зубцов либо в виде каблучков.
В нижнюю головку шатуна устанавливаются верхний и нижний стальные тонкостенные вкладыши, залитые по рабочей плоскости свинцовистой бронзой. Тыльная сторона вкладышей покрывается медью. Вкладыши устанавливают с натягом, который, измеренный в специальном приспособлении, выбивается на торце вкладыша. Вкладыши не взаимозаменяемы. В нижнем вкладыше имеются канавки с отверстиями для перетока масла, которое по отверстиям и по каналу в крышке перетекает в канал стержня шатуна и далее к верхней головке и днищу поршня.
Шатунный механизм У-образных дизелей состоит из главного и прицепного шатунов, соединенных между собой пальцем. В дизеле типа Д49 палец закрепляется двумя болтами к прицепному шатуну, который имеет вращательные движения во втулке, запрессованной в проушине главного шатуна. В дизелях типов Д40 и Д45 палец штифтом крепится к проушине главного шатуна, а нижняя головка прицепного имеет запрессованную втулку-подшипник. Через отверстия в нижней головке масло поступает к пальцу, затем по каналу стержня прицепного шатуна к верхней головке и далее к днищу поршня.
В эксплуатации работа деталей шатунно-поршневой группы происходит в условиях больших термических и механических нагрузок. Наиболее распространенными повреждениями являются:
у поршней – термические трещины и прогары головок поршней; износ и отслаивание полуды тронковой части поршня; износ ручьев под кольца; наблюдается насосное действие поршневых колец, сопровождаемое повышенным расходом масла; задиры поршней; трещины у ручьев поршней, а также их вставок; ослабление или обрыв шпилек крепления вставки (Д100), шпилек крепления головки поршня к тронковой части (Д49); ослабление посадки и износ втулок под поршневой палец;
у поршневых колец – износ, излом, пригорание и потеря упругости;
у поршневых пальцев – износ (овальность, конусность), трещины, задиры;
у шатунов – износ и выкрашивание втулки, трещины, изгиб, скручивание, обрыв шатунных болтов, повреждение резьбы, вытягивание шатунных болтов, закупорка масляных каналов;
у вкладышей шатунов – износ, выкрашивание баббитовой заливки, потеря натяга.
При проведении ТО-3 запускают дизель, убеждаются в отсутствии посторонних шумов при работе деталей шатунно-поршне-вой группы и клапанов, течи воды через уплотнения втулок цилиндров. После остановки двигателя проверяют затяжку гаек цилиндровых крышек, производят дозатяжку шпилек крепления втулок цилиндров, проверяют крепление шатунных подшипников, положение стыков вкладышей, состояние шплинтов гаек шатунных болтов, поворачивая коленчатый вал, осматривают втулки цилиндров. Прокачивают масло дизеля и убеждаются в его поступлении к шатунным подшипникам, втулкам верхних головок шатунов, на охлаждение поршней, к рычагам привода клапанов и гидротолкателя. На дизелях типа Д100 осмотр гильз цилиндров, поршней и поршневых колец проводят через открытые люки картера, выпускного коллектора и воздушного ресивера, освещая осматриваемые детали переносной лампой. Для проворачивания коленчатого вала применяют электропривод к валоповоротному механизму.
При проведении ТР-1 кроме выполнения вышеперечисленных работ регулируют зазоры в гидротолкателях и опрессовывают дизель водой. Пропуск воды через уплотнения втулок цилиндров и крышек не допускается.
На цилиндрах типах Д100 открывают крышки воздушных ресиверов и выпускных коллекторов для проверки состояния поршневых колец верхних и нижних поршней. Поршни, у которых выявлены оплавление кромок, наличие разгарной сетки в днище, отсутствие слоя олова на тронковой части поршня, грубые риски, задиры, трещины, отколы, ослабление медной вставки поршневых колец, снимают с дизеля, очищают, проверяют дефектоскопом и ремонтируют.
После одиночной смены поршней из-за прогара проверяют линейную величину камеры сжатия и расстояние от головки нижнего поршня (в ВМТ) до оси форсуночного отверстия цилиндро-вочной втулки, которое должно составлять 1,4 мм. Проверяют выход реек топливных насосов, установку форсунок и качество распыла топлива. При необходимости заменяют топливные насосы высокого давления. Качество распыла форсунок проверяют на стенде, в соответствии с требованиями.
При проведении ТР-2 и ТР-3 производят разборку дизеля, перед которой сливают воду, масло, снимают крышу с тепловоза и демонтируют выпускные коллекторы. Снимают топливные насосы высокого давления, лоток с распределительным механизмом штанги и патрубки штанг, крышки клапанной коробки, крышки люков блока, форсунки и трубки к ним. Ослабляют гайки крепления крышек цилиндров к блоку. Отсоединяют прицепные шатуны от главных и, поочередно устанавливая поршни в ВМТ и удерживая их вместе с шатунами во втулке цилиндров с помощью специального приспособления, демонтируют прицепные и главные шатуны в комплекте с цилиндровыми крышками, втулками и поршнями (дизели типов Д49, Д40, Д45).
Каждый комплект устанавливают в кантователь для последующей разборки.
В процессе разборки все детали маркируют, указывая их положение в сборочной единице. Затем все детали подвергают мойке и очистке. Чистые детали освидетельствуют и дефектоскопируют. Отбракованные и не подлежащие восстановлению заменяют, соблюдая соответствие по массе отбракованной детали. Обточку нового ремонтного поршня производят по градационным размерам втулки цилиндра. Увеличение диаметра втулки допускается не более чем на 1,5 мм.
Поршневые и шатунные пальцы подлежат замене при наличии трещин или размеров, выходящих за допустимые пределы. Пальцы, восстановленные методом раздачи, тщательно проверяют магнитным дефектоскопом.
После проверки магнитным дефектоскопом шатуны подлежат обязательному размагничиванию на специальной установке. В отсутствии остаточного магнетизма убеждаются с помощью компаса – на расстоянии 30 см от детали его стрелка не должна отклоняться. Втулки главного и прицепного шатунов подлежат замене, если контрольные размеры выше установленной нормы. Деформацию шатунов (изгиб, скручивание) определяют на контрольной плите – она не должна превышать допуски, установленные Правилами ремонта.
Вкладыши шатунных подшипников тщательно осматривают и бракуют при наличии трещин или отслаивания заливочного слоя, наклепа на поверхности стыков и тыловой части, задиров шириной более 3 мм на армированной поверхности, зазора «на масло» более 0,4 мм, износа армировки до бронзы и недостаточного натяга.
Новый вкладыш подбирают по толщине, обеспечивая зазор «на масло» 0,2.0,3 мм. Прилегание вкладышей к постели проверяют по краске. Оно должно быть более 80 % площади при затянутых шатунных болтах. Натяг вкладышей восстанавливают меднением, толщина которого не должна быть более 0,15 мм.
После сборки комплекта шатунов с поршнями проверяют их массу. Допускается разница по массе между комплектами одного дизеля не более 0,5 кг. Сборку комплекта (крышки и втулки цилиндра, поршня) с главным и прицепным шатунами производят в кантователе. Затем производят опрессовку крышки и втулки цилиндра водой давлением 1,22 МПа в течение 5 мин. Течи и отпотевание не допускаются.
После сборки и установки комплектов опрессовывают дизель водой давлением 0,3 МПа. Течь воды в соединениях и через уплотнение втулок цилиндров не допускается. Затем производят опрес-совку маслом давлением 0,15 МПа, при которой проверяют поступление масла к шатунным подшипникам; к пальцам прицепных шатунов; к верхним головкам шатунов; на охлаждение поршней; к гидротолкателям и осям рычагов.
При малом периодическом ремонте кольца и поршни осматривают через продувочные и выпускные окна во время проворота коленчатого вала пневматическим или электрическим механизмом. При большом периодическом и подъёмочном ремонте шатунно-поршневую группу вынимают из блока, разбирают для очистки деталей от нагара, ремонта колец и пальцев, замены негодных поршней, вставок, головных втулок. При заводском ремонте поршни, кольца и головные втулки заменяют новыми, а остальные детали шатунно-поршневой группы (шатуны, пальцы и др.) восстанавливают до чертежных размеров.
Основными неисправностями шатунно-поршневой группы являются: износ и излом колец, трещины по второму ручью или прогар днища (головки) поршня, ослабление шпилек, трещины во вставке поршня, выработка пальцев и головных втулок шатунов. Признаками появления трещины или прогара днища поршня являются: повышение давления газов в картере, измеряемое дифференциальным манометром, отсутствие или значительное понижение уровня масла внутри верхнего поршня (при неработающем дизеле), появление паров белого или матового цвета из сливных патрубков (при провороте вала дизеля без топлива). Износ пальцев, головных втулок и вкладышей влечет за собой увеличение линейной величины, камеры сжатия.
При большом периодическом и подъемочном ремонте вынимают форсунки и измеряют линейную величину камеры сжатия во всех цилиндрах. Линейную величину камеры сжатия измеряют двумя свинцовыми палочками одинакового диаметра (6 мм), уложенными через форсуночные отверстия между поршнями в плоскости, продольной оси дизеля. Линейную величину камеры сжатия получают как среднее арифметическое от толщины оттисков двух палочек. Затем снимают верхний коленчатый вал и вынимают верхние поршни с шатунами. Нижние поршни с шатунами вынимают через люки блока. Для этого устанавливают соответствующий кривошип во внутреннюю мертвую точку, разбирают нижнюю головку шатуна и снимают сетку масляной ванны картера.
Установив болты в болтовые отверстия головки шатуна, к ним присоединяют рымы с тросами лебедок привода (рис. 1), при помощи которых поднимают нижний шатун вверх, а кривошип устанавливают в положение, близкое к горизонтальной плоскости. Шатун опускают до выхода поршня из гильзы цилиндра и вынимают через боковой люк, используя полозья.

Рис. 1. Схема постановки нижнего поршня дизеля 2Д100:
1 – рым; 2 – трос; 3 – червячный привод; 4 – хомуты; 5 – защитный кожух; 6 – болт
На шейки коленчатого вала надевают защитные кожуха, а на край люка подкладывают подушку из толстой листовой резины для предохранения деталей от повреждений при выемке. Перед разборкой шатуна с поршнем измеряют их длину (величину А) при помощи приспособления, показанного на рис. 2. Поршни и шатуны разбирают в поворотном стенде, имеющем четыре фиксированных положения через 90°. Разборку начинают со снятия поршневых колец приспособлением, ограничивающим развод замка до 50 мм. Снятые кольца укладывают в кассету. Отвернув гайки крепления, снимают с поршня сливной патрубок и шатун в сборе со вставкой; выпрессовывают поршневой палец и снимают вставку с ограничительными кольцами, ползушкой и пружиной, проверяют клеймение деталей и укладывают их на стеллаж. Все детали шатунно-поршневой группы, не имеющие клейм одаренности, связывают комплектно или к ним привязывают бирку.

Поршень перед осмотром и дефектовкой очищают от нагара в камерах косточковой крошкой (скорлупа косточек фруктов) до металлического блеска. На очищаемую поверхность (спиральные канавки) направляют струю сжатого воздуха с косточковой крошкой. Применять наждачное полотно или шаберы для очистки боковой поверхности поршня, покрытой полудой, недопустимо во избежание повреждения этого покрытия. Поршни заменяют при обнаружении трещин в днище, ручьях или перемычках между ручьями и повреждении мест постановки шпилек. Поврежденную полуду восстанавливают электролитическим способом. Допускают износ покрытия не более 30 см на юбке поршня. Изношенную сферическую поверхность головки шатуна восстанавливают чугунными притирами с применением карборундового порошка зернистостью 200-230. Ползушку притирают к сферической поверхности пастой Прилегание ползушки должно быть непрерывным шириной не менее 4 мм. Ползушку заменяют при наличии трещин или износа более 0,5 мм. Палец поршня, имеющий износ, восстанавливают хромированием с последующей шлифовкой и полировкой до чертежного размера. При износе более 0,25 мм палец восстанавливают раздачей с последующей термической и механической обработкой.
Сварочные работы на шатуне, а также накернивание или наплавка наружной поверхности втулки головки шатуна запрещены.
Шатуны подвергают магнитному контролю, проверке на скручивание тела шатуна и параллельность осей отверстий верхней и нижней головки.
Трещины в шатуне не допускают. Скручивание и не параллельность отверстий шатуна проверяют по схеме, показанной на рис. 3. Сравнивая показания индикатора при измерении величин А и Б, определяют не параллельность отверстий, которую допускают не более 0,20 мм, а по измерениям С и Д (скручивание шатуна) не более 0,30 мм на длине 400 мм. Шатун правят в горячем состоянии с последующей проверкой магнитным дефектоскопом. Шатунные болты контролируют магнитным дефектоскопом. При наличии трещин в любой части болта, срыва ниток, вытянутости, неправильного профиля резьбы болт заменяют комплектно с гайкой. В процессе ремонта допускают разновес комплектов шатунно-поршневой группы для верхнего или нижнего коленчатого вала не более 500 г. При этом разница в весах шатунов не должна превышать более 600 г, а поршней в сборе со вставками, плитами, сливными патрубками и кольцами – более 250 г. Разновес регулируют подбором деталей и заменой чугунного сливного патрубка алюминиевым (или наоборот) или подгоняют за счет снятия металла в шатуне и вставке по чертежу.
Линейную величину камеры сжатия 4,4-4,8 мм и правильное ее расположение относительно оси форсуночных отверстий регулируют при помощи приспособления (рис. 4).
Приспособление позволяет измерить расстояние от оси форсуночных отверстий до торца поршня, когда он находится во внутренней мертвой точке. Приспособление вместе с эталоном, представляющим собой ложный шатун с поршнем, может быть использовано для определения необходимой длины шатуна с поршнем.
Эталоны настраивают с точностью до ±0,01 мм.

Рис. 3. Схема измерения перекоса и скручивания головок шатунов дизелей:
1 и 7 – призмы; 2 и 4 – оправки; 3 – шатун; 5 – индикатор; 6 – стойка

Рис. 4. Приспособление для проверки размера от торца поршня до оси форсуночных отверстии дизеля 2Д100:
а – измерение расстояния от торца поршня до оси форсуночных отверстий; б – настройка приспособления по шаблону; 1 – плита; 2 – ниппель; 3 – нижний наконечник; 4 – гайка; 5 – стойка; 6 – стержень; 7 – верхний наконечник; 8 – втулка; 9 – винт; 10 – втулка; 11 – штифт; 12 – шаблон; 13 – раздвижная оправа; 14 – эталон или поршень
Необходимую длину шатуна с поршнем определяют следующим образом. Нижний коленчатый вал проворачивают в такое положение, чтобы шатунная шейка не дошла до внутренней мертвой точки примерно на 10 – 20°. В гильзу цилиндра заводят эталон на размер 750,00 мм и осторожно опускают на шатунную шейку коленчатого вала. В отверстия адаптеров форсунок устанавливают раздвижную оправку диаметром 22 мм. Затем в гильзу цилиндра вставляют приспособление, настроенное на размер 1,4 мм и устанавливают его осторожно на головку эталона. Проворачивая коленчатый вал, пока шатунная шейка вместе с эталоном пройдет внутреннюю мертвую точку, фиксируют момент изменения направления вращения стрелок. Если момент изменения направления вращения большой стрелки совпадет с нулем циферблата, а малая стрелка – с величиной предварительного натяга, то расстояние от оси форсуночных отверстий до головки эталона будет равно 1,4 мм. Расчетную длину шатуна с поршнем данного цилиндра определяют по формуле
где Х – величина отклонения стрелки индикатора от нуля.
Толщину пакета прокладок, устанавливаемых между нижним поршнем и вставкой, определяют как разность расчетной длины нижнего шатуна с поршнем и фактической, измеренной перед разборкой шатунно-поршневой группы. Линейную величину камеры сжатия регулируют прокладками верхнего поршня.
Детали перед сборкой тщательно промывают в керосине и продувают сжатым воздухом. Для облегчения сборки вставки нагревают в электрической печи до температуры 100-110°. При сборке шатуна со вставкой палец устанавливают фальшивым валиком, имеющим направляющий конус; при этом головка шатуна должна иметь осевой разбег по пальцу в пределах 0,35-0,90 мм, а отверстия во вставке под шпильки поршня должны совпадать с пазами в пальце. После сборки измеряют фактическую длину шатуна с поршнем, которую вместе с толщиной прокладок заносят в формуляр дизеля для каждого поршня. Перед установкой шатуна с поршнем проверяют чистоту масляных каналов (рис. 5) по выходу газойля непрерывной струёй из отверстия сливного патрубка. Затем каналы продувают сжатым воздухом. Собранные нижние шатуны с поршнями устанавливают в цилиндровые гильзы в последовательности, обратной выемке, с использованием лебедок (см. рис. 1). Первое кольцо заменяют новым, а замки двух смежных колец смещают один относительно другого на 120°. Зеркало гильзы, кольца и боковую поверхность поршня смазывают тонким слоем дизельного масла.
После установки нижних поршней с шатунами проверяют расстояние от оси форсуночных отверстий до головки нижних поршней всех втулок (Лн), которое должно быть в пределах 1,2-1,4 мм. Проверку производят тем же приспособлением (без эталона) и в той же последовательности, как это делают для верхних поршней. При несовпадении стрелок с нулем циферблата расстояние Лн определяют, как алгебраическую сумму величины максимального отклонения и 1,4 мм по формуле
где Х – величина отклонения стрелки индикатора от нуля.
При необходимости величину Лн регулируют. Верхние поршни с шатунами устанавливают во втулку через кольцо, имеющее направляющий конус. Выступание крайнего маслосрезывающего кольца верхнего и нижнего поршней (при положении в н. м. т.) относительно торца гильзы цилиндров не должно превышать 1,5 мм. После установки верхнего коленчатого вала и соединения его с шатуном проверяют линейную величину камеры сжатия, которая должна быть в пределах 4,4-4,8 мм.

Рис. 5. Установка для проверки чистоты масляных каналов в шатуне с поршнем дизеля 2Д100:
1 – бак для газойля; 2 – топливоподкачивающий насос; 3 – электродвигатель; 4 – предохранительный клапан; 5 – манометр; 6 – мерные бачки; 7 – проверяемые шатуны с поршнями; 8 – зажимное устройство;9 – фильтр
Дизель Д50. Шатунно-поршневую группу разбирают для ремонта и замены изношенных деталей при подъемочном и заводском ремонте. Наиболее характерной неисправностью является понижение давления сжатия в цилиндре, которое происходит из-за износа гильз и колец или пригорания последних к ручьям поршня. Чаще пригорают кольца прямоугольного сечения. В настоящее время для удлинения срока службы шатунно-поршневой группы в первые два ручья поршня установлены трапецеидальные кольца.
Перед выемкой поршня с шатуном проверяют линейную величину камеры сжатия. Снимают клапанную коробку и цилиндровую крышку, очищают верхнюю часть цилиндровой гильзы от нагара, отвертывают гайки шатунных болтов и снимают крышку шатуна с нижним вкладышем. Сетки масляной ванны для предохранения от повреждения закрывают металлическим листом. Присоединяют приспособление к поршню, находящемуся в в.м.т., и приподнимают шатун для снятия верхнего вкладыша подшипника, после чего осторожно вынимают поршень с шатуном из гильзы. Верхнюю часть цилиндровой гильзы закрывают заслонкой во избежание порчи шеек коленчатого вала и попадания посторонних предметов в масляную ванну.
Поршни устанавливают на стеллаж, снимают кольца, выпрессовывают заглушки, вынимают поршневой палец, после чего снимают поршень с шатуна. При обнаружении дефектов в головной втулке (трещины, ослабление посадки или чрезмерный износ) ее выпрессовывают.
Поршни очищают в камере косточковой крошкой. Овальность отверстий бобышек, превышающую 0,8 мм, устраняют шабровкой. Разработанные ручьи поршня обрабатывают под следующий градационный размер. Поршни, имеющие износ в бобышках, трещины, поломанные перемычки между ручьями, оплавленные головки, разработанные ручьи более второго градационного размера, риски и задиры, превышающие допустимые размеры, восстанавливают газовой наплавкой. Ручьи перед наплавкой разделывают, и поршень подогревают до температуры 300 – 320° в электрической печи.
Наплавку выполняют "ванным" способом автогенной горелкой № 6 нейтральным пламенем за один проход, с превышением места наплавки над остальной поверхностью поршня до 5 мм. В качестве присадочного материала для наплавки применяют алюминиево-кремниевые круглые прутки диаметром 10-12 мм. Для предотвращения деформации юбки поршня при наплавке отверстий бобышек используют струбцины и распорки. После наплавки поршень обрабатывают до чертежных размеров. Разновес поршней на одном дизеле допускают не более 200 г, а поршней в сборе с шатунами и кольцами – не более 400 г. Поршни по весу разрешают подгонять снятием металла с нижней торцовой поверхности. Прежде чем собрать поршень с шатуном, подбирают заглушки с натягом 0,02-0,11 мм. Поршень нагревают до температуры 70-100° и старят заглушки. После запрессовки заглушек проверяют овальность нижней части (юбки) поршня, которую допускают до 0,08 мм.
На поршень надевают компрессионные и маслосрезывающие кольца. В первые два ручья ставят кольца трапецеидального сечения. Замки двух смежных колец смещают один относительно другого на 180°. Боковые поверхности поршня и колец, зеркало цилиндровой гильзы и шатунную шейку смазывают дизельным маслом, и поршень с кольцами опускают в цилиндр через направляющее кольцо. Глубокие выемки в головке поршня под всасывающие клапаны располагают со стороны наддувочного коллектора, а шатун с поршнем допускают в гильзу при положении шатунной шейки.
Дизель М753. Шатунно-поршневую группу дизеля разбирают при заводском ремонте. После снятия блоков поршни нагревают электрической горелкой до температуры 100-120°. вынимают поршневые пальцы и отсоединяют главные и прицепные шатуны от коленчатого вала. Изношенную поверхность под палец прицепного шатуна восстанавливают хромированием с последующей шлифовкой.
Толщина хрома после обработки не должна превышать 0,05 мм.
Бронзовые втулки под пальцы поршня и прицепного шатуна заменяют при износе сверх допустимых пределов.
Новые втулки запрессовывают с натягом 0,06-0,08 мм методом охлаждения втулки или нагревом головки шатуна в электрической печи Отверстие верхней головки под втулку перед ее запрессовкой шлифуют. Проверяют параллельность осей головок относительно оси вкладыша нижней головки главного шатуна по схеме, показанной на рис. 31.
Забоины, риски и другие повреждения на теле шатуна зачищают и полируют с плавным переходом на неповрежденную поверхность. Главные и прицепные шатуны и их крышки после полировки проверяют магнитным дефектоскопом.
шатун дизель поршень ремонт

Рис 6. Схема проверки параллельности осей головок относительно оси вкладыша нижней головки главного шатуна дизеля М753:
1 и 2 – контрольные валики; 3 – стойка с индикатором; 4 – главный шатун; 5 – прицепной шатун в в.м.т., затем гайки подшипника затягивают равномерно до совпадения меток на гайке и крышке подшипника.
Поршни подбирают по весу, чтобы разновес комплекта (12 шт.) с пальцами, кольцами и заглушками не превышал 10 г, а разновес шести комплектов, состоящих из главного и прицепного шатунов с поршнями в сборе, не превышал 20 г. Разновес подгоняют за счет шлифовки средней полки тавра по всей длине. При этом толщину полки допускают не менее 5,7 мм. Установку поршневых колец, монтажные зазоры и натяги сопрягаемых деталей шатунно-поршневой группы производят по данным рис. 7.
В настоящее время в российском локомотивном хозяйстве используются в основном локомотивы серий:
грузовые: ТЭ116; ТЭ10; ТЭ121; М62.
пассажирские: ТЭП60; ТЭП70.
соответственно самыми распространенными дизелями являются такие агрегаты как:
Д100; 10Д100; 2Д100; Д49; 11Д49; 11Д45; Д50; и так далее.
Различные силовые установки имеют соответственно различия, как в основных, так и в дополнительных деталях и узлах.
Шатунно-поршневая группа – наиболее важная и главная часть дизеля. Шатунно-поршневая группа непосредственно преобразует энергию взрыва топлива сначала в поступательную, а затем и во вращательную энергию. Главное звено превращения энергии взрыва в поступательную – поршень, а во вращательную – шатун.
В данном курсовом проекте рассматриваются основные неисправности шатуна и методы их устранения и ремонта.
Основными неисправностями всех шатунов являются :
* овальность или конусность любых втулок втулок и головок
* неравномерный износ подшипников из-за однообразности нагрузки или искривления отдельных деталей (в.ч. и искривления тела шатуна)
* потеря торцевого натяга вкладышей шатунных подшипников из-за нагрева и износа бронзовых вкладышей.
Рассмотрим ремонт и восстановление шатунов дизелей типа Д100.
Рис. 7. Кривошипно-шатунный механизм дизеля М753