
Пропихивая туда-сюда старый 18-ти миллиметровый палец через расточенную на станке втулку, я понял что отверстие таки конусом. Палец немного подклинивало с одной стороны. Появились хорошо видимые следы этих подклиниваний. Затёртости:

Для более удобного пропихивания пальца подошёл анкерный болт. Потом он мне ещё не раз пригодился:


Фигня какая-то получается… Неужели и на станке нельзя нормально расточить бронзовые втулки шатунов?
Предполагаю что в процессе расточки втулка расширяется от нагрева. Чем дальше проходит резец, тем сильнее успевает нагреться и расширится втулка. В результате с неё снимается всё меньший и меньший слой материала. После остывания диаметры с разных сторон отверстия оказываются разными
Раз так, и не совсем пока ясно где могут качествено расточить втулки под пальцы 18 мм — буду делать сам.
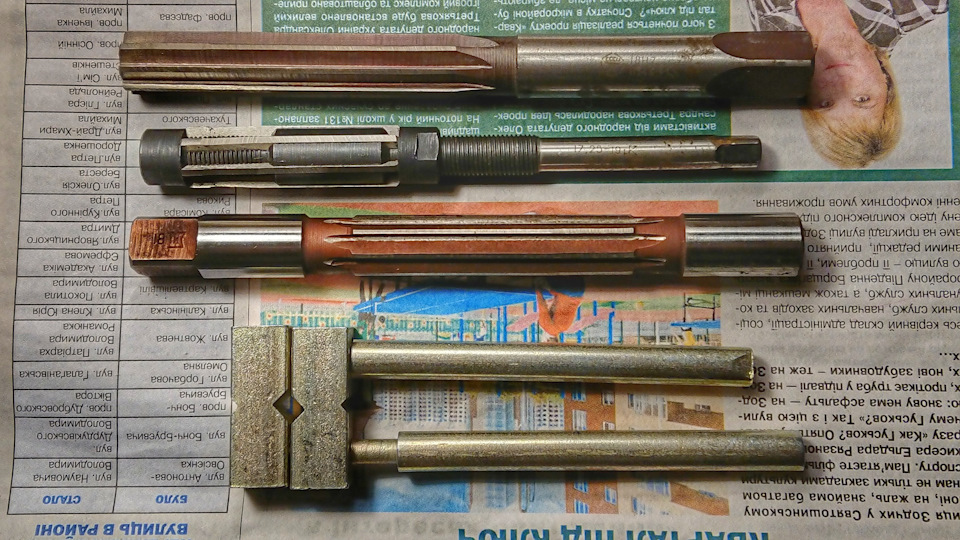
Заказал развёртку на 18 мм… Было не понятно войдёт ли она в новую, ещё не расточенную втулку… Заказал ещё и регулируемую развёртку 17,25-19 мм… А так как продавец не захотел связываться с отправкой товара на сумму меньше 250 грн, докупил ещё одну регулируемую развёртку с шариком, держатель для развёрток и ещё всяких железок:

Как раз ко мне вернулись остальные шатуны. В одном втулка была проточена на половину. Остальные 4-е с нетронутыми новыми втулками.
По идее наилучшее качество отверстия должна обеспечивать нерегулируемая развёртка с 8-ю лезвиями:
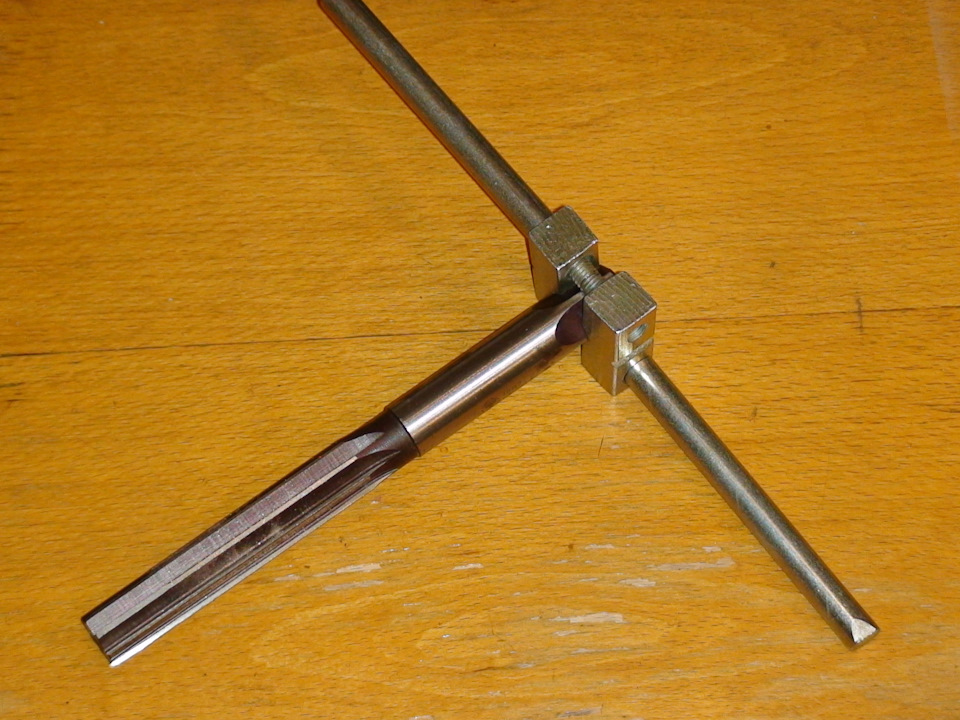
Оказалось что она прекрасно входит в новую втулку и можно обойтись без регулируемых развёрток. В качестве эксперимента ею и прошёл "недоделанную" втулку:
Результат мне понравился. 18-ти миллиметровый палец прошёл с небольшим усилием. Новый палец 17,995 мм скользил легко. Люфт, на мой взгляд, нормальный.
На радостях я быстро развернул все остальные втулки.
Это оказалось не самой удачной идеей…
Даже при разворачивании руками, инструмент нагревается и диаметры получаются не одинаковые. В результате в двух втулках палец 18 мм проходил легче, чем в остальных четырёх.
А самое плохое — в одной втулке не было полного контакта с пальцем:
Начал мерять штангенциркулем толщину стенок втулок. Стенки оказались разные.
Нужно втулку менять.
Порылся в кладовке, насобирал всяких шайбочек, нашёл подходящий по внутреннему диаметру магнит. Соорудил приспособу:
При капитальном ремонте двигателя, в котором в верхней головке шатуна используются подшипники скольжения — бронзовые втулки, часто обнаруживается повышенный зазор в сопряжении этой втулки и пальца, зазор возникает после определённого пробега. От этого при работе двигателя возникает неприятный стук, который с каждым пройденным километром только усиливается. Естественно при ремонте мотора, от такой неприятности нужно избавляться. Но всё не так просто как кажется, особенно с отечественными двигателями, и из-за такой маленькой детали могут возникнуть большие проблемы с поршневой группой. Как избежать этих проблем, и как правильно провести ремонт и с помощью чего, читаем дальше.
Первый вариант: если зазор не очень большой, то втулку разворачивают развёрткой определённого диаметра (соответствующего диаметра, зависящего от диаметра ремонтного пальца), чтобы убрать овал, возникший от неравномерной выработки отверстия во втулке, а затем устанавливают палец увеличенного диаметра (ремонтного размера), и в итоге получают отверстие во втулке идеального круглого сечения и диаметра немного большего, чем диаметр ремонтного пальца. Насколько больше этот диаметр (зазор между пальцем и втулкой), можно точно узнать в мануале конкретного (вашего)двигателя.
Второй более сложный вариант: если же диаметр выработанного овала во втулке намного больше, чем самый толстый ремонтный палец (с самым большим диаметром, который найдёте), то есть положенного допуска рабочего зазора, после обработки овального отверстия во втулке, вы не добьётесь, то втулку верхней головки шатуна надо выпрессовать из головки и запрессовать новую. Новую втулку опять же нужно развернуть развёрткой определённого диаметра, который зависит от диаметра ремонтного пальца.
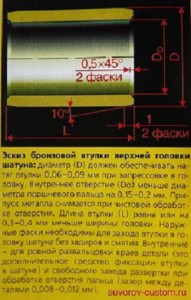
Какой должна быть качественная втулка.
То есть во всех случаях (в двух вариантах) нужно использовать развёртку, но вот самый ответственный момент в этом казалось бы не сложном деле, многие не учитывают, а зря. Какой момент? Да всего лишь абсолютная паралельность отверстия верхней головки шатуна и отверстия в нижней головке шатуна, на которую многие не обращают внимания при ремонте. То есть просто развернули отверстие развёрткой, а под каким углом прошёл инструмент, и под каким углом получается развёрнутое отверстие, относительно отверстия нижней головки шатуна, многим не важно, а зря.
 Если возникнет не параллельность этих двух отверстий, то поршень вашего двигателя после сборки, будет работать с перекосом, и юбка поршня будет изнашиваться неравномерно (не всей поверхностью, а только с одной стороны) и очень быстро, так как площадь трения не полная (маленькая). Именно от этого и возникнет стук поршня о стенку гильзы цилиндра, и возникает этот стук после неправильного ремонта довольно быстро. Многие водители упрекают эту неприятность, и грешат на якобы низкое качество запчастей. Но на самом деле, просто ремонт сделан не качественно, то есть не соблюдена параллельность отверстий в обоих головках шатуна (нижней и верхней).
Если возникнет не параллельность этих двух отверстий, то поршень вашего двигателя после сборки, будет работать с перекосом, и юбка поршня будет изнашиваться неравномерно (не всей поверхностью, а только с одной стороны) и очень быстро, так как площадь трения не полная (маленькая). Именно от этого и возникнет стук поршня о стенку гильзы цилиндра, и возникает этот стук после неправильного ремонта довольно быстро. Многие водители упрекают эту неприятность, и грешат на якобы низкое качество запчастей. Но на самом деле, просто ремонт сделан не качественно, то есть не соблюдена параллельность отверстий в обоих головках шатуна (нижней и верхней).
Кондуктор и его изготовление.
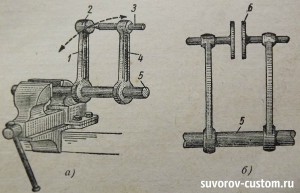
Чтобы при разворачивании развёрткой, отверстие получилось правильным, следует изготовить несложный кондуктор, который поможет правильно развернуть отверстие в бронзовой втулке. Для его изготовления потребуется кусок толстостенной трубки, с внутренним диаметром немного меньшим, чем отверстие в бронзовой втулке, а так же потребуется пара пластин листового металла, толщиной примерно 8 — 10 мм. Трубу желательно отрезать на маятниковой пиле, которая позволит сделать отрез строго под 90 градусов, или отрезать на токарном станке. Далее хорошенько прижимаем трубку к пластине струбциной (чтобы не повело при сварке), и привариваем трубку к пластине (смотрим рисунок слева). Ну и чтобы полностью быть спокойным за то, что плоскость которая будет прижата к головке шатуна и трубка (отверстие в трубке), имеют абсолютную перпендикулярность (под 90 градусов друг к другу), следует за одну установку в патроне токарного станка, проточить наружную плоскость пластины, и расточить отверстие в трубке, и добиться чуть большего диаметра (на пару соток) отверстия в трубке, чем диаметр развёртки которую вы будете использовать.
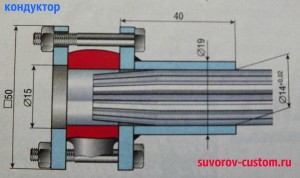
Все диаметры на этом рисунке соответствуют диаметру бронзовой втулки 14 мм.
Останется вырезать ещё одну пластину, которая будет прижиматься с помощью болтов с другой стороны верхней головки шатуна. В этой пластине следует сделать отверстие на миллиметр больше, чем диаметр используемой вами развёртки. Ну и также следует просверлить соосные отверстия под стяжные болты (см. рисунок слева). При работе обе пластины нужно стянуть болтами, но не сильно, а так , чтобы кондуктор мог двигаться по плоскости верхней головки шатуна от усилия руки, или от плотного нажатия вашим пальцем. Теперь остаётся установить и поджать болтами кондуктор напротив отверстия в бронзовой втулке, и можно начинать разворачивание этого отверстия развёрткой. Точность обработки будет отменная.
Но всё не так просто как кажется.
Вышеописанный мной способ обработки отверстия верхней головки шатуна, будет очень полезен тем двигателям, у которых шатун как и должно быть в принципе у нормального импортного производителя — идеально ровный, и отверстия обоих головок шатуна строго параллельны (какие шатуны и их втулки бывают, как его правильно доработать и многое другое можно узнать здесь). На наших же заводах, например шатуны двигателей мотоциклов ИЖ, изготавливают иначе, и способ ремонта с помощью кондуктора, описанного мной выше, может не подойти. Объясню почему.
Когда шатун ижевского мотора изготавливают на заводе, то сталь из которой его сделали, не проходит термическую обработку для упрочнения шатуна, пока в нём не сделают оба отверстия — в верхней головке и в нижней головке. Термичка пока не используется, так как отверстия легче сделать в сыром металле, наверное на заводе экономят на качественных твёрдосплавных инструментах. Отверстия в обоих головках шатуна они делают правильно, то есть до этого момента они строго параллельны. Но после того как отверстия сделаны, шатуны направляются в термический цех для закалки и упрочнения детали (деталь нагревают, а затем резко охлаждают). Вот здесь и начинается самое интересное. После термической обработки, шатун от нагрева и резкого охлаждения изгибается, и отверстия в его головках с этого момента уже не параллельны.
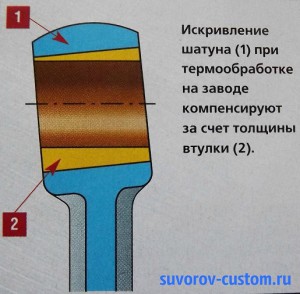 Как выходит завод ИЖмаш из такого положения? Параллельность верхней и нижней головки шатуна восстанавливают на заводе используя толщину бронзовой втулки, то есть с помощью разворачивания бронзовой втулки, но уже развёртка устанавливается с помощью заводского приспособления, которое позволяет развернуть отверстие в верхней головке строго параллельно нижней. Втулка получается с толщиной стенок разной, на разных участках по периметру детали (смотрите рисунок слева).
Как выходит завод ИЖмаш из такого положения? Параллельность верхней и нижней головки шатуна восстанавливают на заводе используя толщину бронзовой втулки, то есть с помощью разворачивания бронзовой втулки, но уже развёртка устанавливается с помощью заводского приспособления, которое позволяет развернуть отверстие в верхней головке строго параллельно нижней. Втулка получается с толщиной стенок разной, на разных участках по периметру детали (смотрите рисунок слева).
Прикол в том, что многие мотоциклисты, которые ремонтируют отечественные двигатели, не знают этого нюанса, и развернув отверстие даже с помощью кондуктора, удивляются, что после ремонта их двигатель быстро начинает стучать с удвоенной силой. Что в таком случае все говорят — естественно виноваты якобы низкокачественные детали. На самом деле всё довольно просто: завод экономит на технологии и качественном обрабатывающем инструменте, многие этого не знают и проводят ремонт не правильно, а в итоге виноватый всегда найдётся — это или ремонтник, которому вы доверили свой мотор, но он не знает этого прикола, или виноват поставщик якобы не качественных запчастей. Согласитесь — звучит неправдоподобно: вы покупаете новый отечественный мотоцикл, а шатун или шатуны вашего нового двигателя кривые (поведённые). Такой прикол может быть только в нашем родном отечестве, на наших заводах, то есть на нашей отечественной технике, тут нечему удивляться.
Новые мотоциклы ездят вроде бы нормально, так как обе втулки шатуна параллельны и вроде бы без стука, пока втулка не износится от естественного износа. После этого, дело подходит к ремонту и вот здесь уже начинаются проблемы, которые я описал выше. Так как же всё таки сделать качественный ремонт верхней втулки на заводском кривом шатуне? (само выражение заводской кривой шатун если честно меня бесит, но это суровая действительность отечественного мотопрома). Чтобы правильно развернуть новую бронзовую втулку в кривом шатуне, есть три варианта, два из которых можно использовать..
Первый вариант — это добиться того, чтобы оба отверстия и верхней головки(без бронзовой втулки) и нижней головки шатуна стали параллельны. Это достигается рихтовкой шатуна на плите, и проверкой параллельности обоих отверстий с помощью приспособлений, показанных на нижних рисунках. И лучше для рихтовки шатуна использовать не ударную технику (медный молоток), а выравнивание шатуна с помощью гидравлического пресса (давим на шатун вставив между ним и прессом алюминиевую болванку). После рихтовки шатуна, и восстановления параллельности отверстий обоих головок шатуна, можно будет использовать кондуктор для развёртки, описанный выше в этой статье.
Второй вариант — Это не выпрессовывать заводскую изношенную бронзовую втулку из верхней головки шатуна, а просто восстановить её отверстие с помощью твердого покрытия МС- 2000, о котором можете почитать вот в этой статье. Ресурс такой восстановленной втулки будет больше чем у новой, и поршневого пальца тоже. Единственный нюанс который следует учесть, так это то, что при обработке твёрдого покрытия и подгонки отверстия под поршневой палец, следует опять же добиться параллельности поршневого пальца и пальца коленвала. Это не так то просто, ведь для этого нужно будет постоянно проверять параллельность обоих отверстий и пальцев находящихся в них, с помощью приспособлений, показанных на нижних рисунках.
Ну и третий самый трудоёмкий вариант — это изготовление приспособления, которое позволит закрепить развёртку, строго параллельно отверстию в нижней головке шатуна. Для этого нужно выточить цилиндрический валик-оправку (оправку 5 — смотрите на рисунке внизу), который плотно (с минимальным зазором) войдёт в отверстие нижней головки шатуна, на другой конец этого валика плотно одевается ещё один идеально ровный шатун, и отверстие верхней головки этого шатуна будет использоваться как направляющее отверстие для развёртки (получится уже две точки опоры для развёртки — обрабатываемая и поддерживающая опора — втулка). Причём советую в отверстие верхней головки вспомогательного шатуна, плотно вставить трубку или втулку длинной примерно 50 — 70 мм. Это позволит увеличить площадь прилегания развёртки, которая будет внутри этой трубки (зазор опять же пару соток) и позволит точнее использовать приспособление.
Какой вариант использовать, выбирайте сами, но я думаю всё равно стоит каким ни-будь воспользоваться, ведь лучше сделать правильный ремонт один раз, и забыть о нём тысяч на 50, чем через каждые пару тысяч заново разбирать мотор.
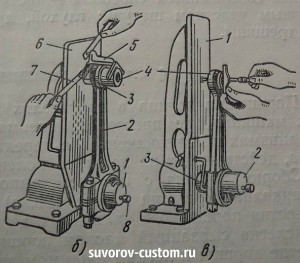
Пояснение к нижнему рисунку (б), который находится справа. На этом рисунке (рисунок б справа внизу) показано приспособление для проверки прямолинейности шатунов. Для этого шатун 2 верхней головкой 3 устанавливают на контрольный палец 4, а нижней головкой на палец 1 контрольной плиты 6. Затем устанавливают на палец верхней головки контрольную призму 5 и подводят его так, чтобы штифты призмы касались поверхности плиты 6. И если шатун прямолинеен, то все три штифта призмы 5 будут касаться плиты 6. Если какой то штифт или два штифта призмы 5 не будет касаться плиты 6, то шатун кривой, и на сколько кривой можно определить с помощью щупа 7, вставленного в зазор между штифтом и плитой 6. У нормального шатуна, который можно допускать к работе, зазор не должен превышать 0,05 мм.
Если шатун имеет двойной изгиб, который указанным выше способом обнаружить нельзя, то его можно проверить способом, показанным на рисунке (в) (тоже справа внизу). Нужно зажать шатун на пальце 2, если палец меньшего диаметра, чем отверстие нижней головки (как на рисунке). Если же шатун плотно оденется на выточенный вами палец, то зажимать его нет необходимости. Затем на контрольной плите выдвинуть ограничитель 3 до упора его в торец нижней головки шатуна, и зажать головку. Затем замерив микрометрическим глубиномером 4 (глубиномер можно посмотреть здесь) расстояние от торца верхней головки до плоскости плиты, затем снимаем шатун с пальца и разворачиваем его на 180 градусов, и снова одеваем на палец, уперев в ограничитель — производим второй замер глубиномером. Разность чисел в замерах покажет кривизну шатуна.
В заключении хочу посоветовать тем людям, которые не хотят заморачиваться с ремонтом, а просто хотят купить новый коленвал (кривошип) для своего двигателя и просто заменить им застучавший коленвал. Сейчас в продаже очень много левака, особенно для отечественной техники. И чтобы не купить бракованный коленвал, очень советую прочитать вот эту статью. Она поможет вам при покупке отличить левак от качественного изделия. Удачи всем!
Проверка параллельности обоих головок шатуна, а также эта проверка позволяет проверить на изгиб(а) и на скручивание(б).
1 — вспомогательный шатун; 2 — цилиндр плотно вставленный в верхнюю головку; 3 — остроконечный стержень; 4 — проверяемый шатун; 5 — цилиндрическая оправка; 6 — оправки в виде грибков.
Проверка параллельности обоих головок шатуна и его прямолинейности
Рис. б. 1 — цилиндр оправка; 2 — шатун; 3 — верхняя головка; 3 — ограничитель; 4 — поршневой палец; 5 — проверочная призма; 6 — контрольная плита; 7 — щуп; 8 -винт;
Спросите любого механика: какие детали традиционно ремонтируют при капитальном ремонте двигателя? Ответ будет незамедлительным: блок цилиндров и коленчатый вал. Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому "комплекту" шатуны.
А между тем шатун — деталь не менее ответственная, чем поршень, вкладыш коленчатого вала или направляющая втулка клапана. И никак не второстепенная — дефекты шатунов встречаются в ремонтной практике буквально на каждом шагу.
Почему же о них забывают? Предпочитают сразу менять на новые? Или просто не замечают дефектов? А может быть, не все знают, как проверить и отремонтировать шатуны?
Иными словами, есть над чем поразмыслить…
Некоторые заблуждения и «мифы», связанные с шатунами, довольно живучи. Начнем с основного заблуждения: большинство механиков считают, что шатуны не изнашиваются! Да и чему изнашиваться — поверхности шатуна, к примеру, ВАЗовского двигателя сами не образуют пар трения — в нижней головке шатуна устанавливаются вкладыши, а в верхней неподвижно запрессован поршневой палец. Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.
Что же получается — установил новые поршни и пальцы, заменил вкладыши в нижней головке — и собирай двигатель? Многие так и делают, собирают, как говорится, не думая. Да и о чем думать, если клиент над душой стоит, торопит?
Торопливость — она известно где хороша, но только не в моторном деле. Когда автомобиль с недавно отремонтированным, но уже стучащим, мотором вернется обратно, начинается поиск виновных. А здесь так: или сам водитель виноват — не умеет ездить, или шлифовщик — плохо сделал коленвал. И невдомек иному механику, что это его «работа». Потому что.
Шатун тоже изнашивается
Возьмите в руки старый шатун с изрядно походившего мотора — на первый взгляд ничего примечательного. Но только на первый взгляд.
Вспомним: шатун — один из элементов кривошипно-шатунного механизма, в котором он связывает поступательно движущийся поршень и вращающийся коленчатый вал. Нагрузки на шатун могут достигать десятков тонн, причем являются знакопеременными, т.е. сжатие и растяжение шатуна чередуются в течение одного оборота коленвала.
Теперь представим: в таком режиме шатун работает многие годы, сотни тысяч километров. Поэтому не будет ничего удивительного в том, что в металле шатуна будут накапливаться остаточные деформации. Невооруженным глазом их не видно, но стоит воспользоваться соответствующими приборами, как картина прояснится — «потянут» шатун, деформировался.
Еще хуже, когда на какой-нибудь . надцатой тысяче автомобиль заедет в глубокую лужу. Гидроудар в цилиндре, сами знаете, дело серьезное (см. № 4/2000), но, допустим, обошлось. Только шатун все равно хоть немного, но деформировался. А потом, много позже, случилось, к примеру, еще одно происшествие: зубчатый ремень оборвался, клапаны погнулись. Головку сняли, все, что надо, заменили, но глубоко в двигатель залезать не стали — не тот, вроде бы, случай. А зря — при ударе поршня по клапанам действие получается равным противодействию. И шатун может еще немного деформироваться.
В общем, когда такой двигатель попадает в ремонт, внешний вид шатунов оказывается весьма обманчивым — за мнимым благополучием могут скрываться серьезные дефекты — следы прошлых поломок и нештатных ситуаций в эксплуатации. Выявить их не так просто. Но что вы скажете, если в двигатель при сборке попадает явно дефектный шатун?
Стандартная ситуация — застучал шатунный вкладыш. Многие механики сразу бросаются в бой: ну просто бегут со всех ног шлифовать коленчатый вал в следующий ремонтный размер. Спросите у них, где шатун, который стоял на поврежденной шейке? Больше половины ответят, что он нормальный. А некоторые, особо умелые, вообще себя не утруждают — вынимают, а затем ставят коленвал с новыми вкладышами, даже не разбирая двигателя.
Между тем шатун после перегрева, задира, расплавления или проворачивания вкладышей повреждается со стопроцентной вероятностью. Это покажут не только измерительные приборы, но и просто внешний осмотр: нижняя головка будет иметь характерный перегретый вид со следами цветов «побежалости», а ее отверстие станет некруглым, овальным.
Не лучше обстоит дело и с верхней головкой шатуна. К примеру, выпрессовали палец, нагрели шатун, установили новый поршень с пальцем. А померил ли кто-нибудь натяг пальца в отверстии головки? Многим некогда, торопятся, у других даже приборов нет проверить. Только когда потом палец вылезет и продерет цилиндр, будет поздно — повторный ремонт, скорее всего, окажется дороже и сложнее первого.

Точно определить, параллельны ли оси отверстий головок, можно с помощью специальных измерительных приспособлений фирмы Sunnen
Почему палец может вылезти из отверстия, понятно — натяг слишком мал или его нет совсем. А это вполне возможно, если, например, в прошлом «ремонте» верхняя головка была сильно перегрета перед сборкой шатуна с поршнем (такое бывает при использовании ацетиленокислородной горелки).
В конструкциях с плавающим пальцем нередко оказывается изношенной бронзовая втулка верхней головки шатуна. Причем оценить степень износа на ощупь, без измерений, практически невозможно. Особенно обманчивая картина возникает в случае, если палец смазан маслом — люфт пальца не чувствуется даже при большом зазоре во втулке.
Таким образом, без соответствующей проверки нельзя определить ни дальнейшую пригодность шатуна к работе, ни объем необходимого ремонта. Поэтому главный вопрос — это…

Проще всего измерить геометрию отверстия нутромером, но иногда используют и специальные приборы
Проверка шатуна обычно проводится в несколько этапов. Начинают чаще всего с проверки геометрии отверстий. Для этого шатун разбирают, моют, а затем собирают с затяжкой болтов (гаек) крепления крышки рабочим моментом. Далее нутромером проверяют диаметр отверстия нижней головки — он должен соответствовать размеру, рекомендованному заводом-изготовителем, а все отклонения формы отверстия (эллипсность) должны укладываться в допуск на размер отверстия (обычно 0,015 мм). Аналогичным образом проверяют и верхнюю головку шатуна. Здесь контролируют отклонения формы (эллипсность не более 0,01 мм), а также величину диаметра отверстия, которая должна обеспечить гарантированный минимальный натяг в прессовом соединении с пальцем (0,02-0,025 мм) или максимальный зазор во втулке (0,015-0,02 мм) «плавающего» пальца.
Все эти измерения выполнить несложно, нужно лишь время и аккуратность. Другое дело — проверить деформацию стержня шатуна.

Для обработки плоскости разъема служит специализированный станок фирмы Sunnen, но с тем же успехом это можно сделать на универсальном оборудовании, если использовать специальную оснастку

Один из возможных альтернативных способов — проверка на поверочной плите. Шатун кладется на плиту, и покачиванием определяется, насколько он деформирован. Разновидность способа — прикладывание к боковой плоскости шатуна лекальной линейки и оценка непараллельности плоскостей верхней и нижней головок. Иногда шатуны проверяют «на скалке» — надевают с малым зазором несколько шатунов верхней головкой на стержень, а деформацию оценивают по просветам между боковыми плоскостями нижних головок шатунов. Но так или иначе, а подобные способы измерения получаются неточными и для некоторых шатунов вообще не годятся (шатуны с разной шириной верхней и нижней головок). Практика тем не менее показывает, что стремиться точно измерить непараллельность осей отверстий головок совсем не обязательно — достаточно и приближенных способов. Объясняется это тем, что параллельность осей нетрудно восстановить с помощью правильно выбранной технологии ремонта.

Специализированный расточный станок для шатунов — оборудование не из дешевых

Альтернативное решение — токарный станок со специальной оснасткой
После того, как шатун проверен, можно приступать к ремонту. Сразу оговоримся — отремонтировать удается шатун с любым из описанных выше дефектов. Правда, при этом требуется оценить эффективность ремонта — с точки зрения надежности двигателя в последующей эксплуатации и экономических соображений. Последнее часто является причиной отказа от ремонта в пользу покупки новых шатунов (для некоторых отечественных двигателей ремонт иногда получается близким к замене по стоимости). Однако приобретенные новые шатуны нередко оказываются хуже по качеству (см. № 10/1999). Это значит, что альтернативы ремонту практически нет. Весь вопрос лишь в том.
Как правильно отремонтировать шатун?
То, что шатун — деталь для ремонта серьезная, — свидетельствуют факты: все иностранные фирмы — производители станков для ремонта деталей двигателей имеют в своей программе и станки для ремонта шатунов. Поэтому без хорошего оборудования браться за такое дело бессмысленно — ошибка будет стоить дорого.
Не менее важен еще один факт: при серийном заводском ремонте двигателей западные фирмы ремонтируют шатуны в обязательном порядке. Так что шатунов, поставленных в двигатель без ремонта, как это еще делают у нас в России, вы там не увидите.
Стандартным видом ремонта шатунов можно назвать ремонт отверстия нижней головки при небольшом отклонении его размера от исходного (номинального) значения. Суть этой операции сводится к тому, что диаметр отверстия восстанавливается до номинального размера, заданного заводом — изготовителем двигателя.
Технология такого ремонта достаточно проста. Вначале крышку шатуна «занижают» (т.е. обрабатывают) по плоскости разъема на небольшую величину — около 0,05-0,1 мм. Это может быть выполнено различными способами, включая шлифование, фрезерование или (при небольшом припуске) притирку. Далее шатун собирается, болты затягиваются рабочим моментом, после чего отверстие обрабатывается в номинальный размер.
Для обработки отверстия в рамках этой технологии чаще всего используются горизонтально-хонинговальные станки — они обеспечивают высокую точность (отклонение размеров и формы отверстия в пределах 0,005-0,010 мм) и производительность.
Однако применение данной технологии возможно только при малых деформациях или износе отверстия нижней головки. Дело в том, что при хонинговании базирование шатуна на станке выполняется по поверхности самого отверстия. А это значит, что перекос осей головок, если он имел место до ремонта, сохранится и после него. Более того, возможен и дополнительный перекос, если отверстие сильно повреждено, и требуется большой припуск на его обработку.
В подобных случаях применяют растачивание отверстий. Этот процесс существенно отличается от предыдущего. Так, нередко приходится «занижать» плоскость разъема не только крышки, но и самого шатуна, иначе около разъема могут остаться необработанные участки поверхности. Кроме того, в процессе растачивания отверстия обеспечивается строгая параллельность осей отверстий головок, поскольку за базу принимается одно из отверстий.

После грамотного ремонта восстановленный шатун трудно отличить от нового
Растачивание выполняется на специализированных расточных станках для шатунов, но с помощью специальной оснастки шатун можно расточить и на универсальном станке (к примеру, на токарном). Для получения высокой чистоты обработанной поверхности после растачивания проводится финишная обработка — хонингование.
При ремонте нижней головки следует помнить, что межцентровое расстояние между отверстиями головок всегда уменьшается, причем тем больше, чем больше припуск на обработку отверстия. Это может быть критично для дизелей, где укорочение шатуна даже на 0,1 мм заметно уменьшает степень сжатия и негативно влияет на работу данного цилиндра.
Выдержать требуемое межцентровое расстояние удается с помощью обработки отверстия верхней головки шатуна. Суть этой технологии в том, чтобы заменить в верхней головке втулку и точно расточить отверстие под палец (втулка всегда имеет припуск в пределах 0,3-0,5 мм), приняв за базу отверстие нижней головки и обеспечив заданное межцентровое расстояние. Точно так же поступают и в случае, когда втулка верхней головки изношена и требуется ее замена.
Описанные технологии ремонта обеспечивают высокую надежность работы шатунов и применимы для подавляющего большинства двигателей. Но все-таки из любых правил есть исключения. Поэтому иногда бывает полезно знать.
Некоторые «хитрости» в ремонте шатунов
Современные высокофорсированные двигатели характеризуются очень высокой нагруженностью деталей, в том числе шатунов. При неисправности системы смазки, когда происходит задир и расплавление вкладышей, нижняя головка шатуна испытывает значительный перегрев, при котором в материале появляются большие остаточные напряжения и деформации. В дальнейшей эксплуатации после ремонта нижняя головка может снова деформироваться, если в процессе ремонта напряжения не будут сняты, к примеру, старением (выдержка при температуре около 200°С).

Хонингование — основной способ обработки отверстий шатунов, применяется и как финишная операция после растачивания
Перегрев нижней головки нередко приводит и к перегреву шатунных болтов, прочность которых при этом падает. Для исключения неприятностей (обрыв болта) рекомендуется заменять болты на новые.
Для некоторых двигателей (из отечественных стоит упомянуть КамАЗ) при ремонте не требуется обработка плоскости разъема — достаточно расточить отверстие в ремонтный размер под соответствующие ремонтные вкладыши. Напротив, ряд моделей двигателей Opel, Ford, BMW имеют полученный в результате хрупкого излома так называемый «колотый» стык крышки с шатуном, что делает ремонт нижней головки невозможным традиционными методами.
Отметим, что на отдельных моделях моторов Volvo, Mazda, Alfa Romeo стык крышки с шатуном выполнен со шлицами. Подобные шатуны также ремонтопригодны, но занижение «шлицевой» поверхности перед ремонтом — весьма трудоемкая операция.
Если в верхней головке шатуна натяг недостаточен для фиксации пальца, единственный способ ремонта—использование пальца с увеличенным диаметром. Таким же способом можно восстановить зазор в отверстии и без замены втулки. В некоторых случаях данное решение оказывается единственным — например, для шатунов с «плавающим» пальцем, не имеющих втулки (некоторые двигатели GM). При этом отверстие предварительно хонингуется для восстановления его геометрии.
После ремонта, за счет снятия металла, нижняя головка шатуна становится легче. Если припуск при обработке был значительным и отличался для одного комплекта шатунов, то нелишней будет проверка, а возможно, и подгонка шатунов по массе. Для отечественных моторов требование подгонки массы становится обязательным, учитывая нестабильное качество изготовления. Эта работа требует аккуратности, как и все другие операции по ремонту шатунов, но только так можно быть уверенным в том, что отремонтированный шатун пройдет не меньше нового.
Качественно отремонтировать шатуны, а также блоки цилиндров, головки и коленчатые валы можно, обратившись на фирмы «Механика», тел.: (095) 366-9065, 406-0015, 389-1988, и «Технолуч», тел.: (095) 235-0095.
Кроме того, на фирме «Механика» можно приобрести специализированное оборудование для ремонта деталей двигателей.
(Журнал «АБС», ноябрь 2000)
ДМИТРИЙ ДАНЬШОВ, директор фирмы «Механика», АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук