Выбор бытовых сварочных аппаратов на современном рынке огромен – от трансформаторных и инверторных до аппаратов плазменной резки. Основная область использования данной электроаппаратуры в бытовых целях – ремонт авто – мототехники, сварочные работы на малых строительных площадках (дачное строительство). В данной статье предлагаю рассмотреть некоторые моменты по модернизации бытовых трансформаторных сварочных аппаратов на примере сварки фирмы BlueWeld модель Gamma 4.185.

Рассмотрим принципиальную схему аппарата – как видите ничего сложного-обычный силовой трансформатор,с первичной обмоткой на 220/400В, с тепловой защитой и вентилятором охлаждения.

Рабочий ток прибора (от 25 до 160А) регулируется посредством выдвижной части сердечника трансформатора.Аппарат расчитан на работу с покрытыми электродами от 1,5 до 4мм диаметром. Что же явилось предпосылкой к модернизации данного устройства? Прежде всего нестабильность питающего напряжения в том районе, где планировалось использование данного аппарата – в иные дни оно едва достигало 170В (кстати, некоторые инверторные аппараты просто не запускаются при таком напряжении питания). Кроме того, аппарат изначально не предназачен для выполнения сварных швов с высокими эстетическими характеристиками (например при применении электродуговой сварки в процессе художественной холодной ковки металла или при сварке тонкостенных профильных труб) – в общем основным назначением аппарата было”спаять” между собой две железных болванки. Помимо всего прочего, ”зажечь” дугу этой сваркой было весьма затруднительно даже при номинальном напряжении питания – про пониженное напряжение вообще говорить не приходится. В итоге было решено прежде всего перевести аппарат на постоянный ток (для стабильности электрической дуги и как следствие увеличения качества сварного соединения) а также повысить напряжение выхода для более стабильного и легкого розжига электрода. Для этих целей идеально подошла схема выпрямителя/умножителя конструкции А.Трифонова – принципиальная электрическая схема (а) и вольт-амперные характеристики (б) показаны на рисунке.

Особую роль в этом техническом решении казалось бы обычного выпрямителя, играет перемычка Х1Х3-вставив ее,получают из обычного диодного моста VD1-VD4 с низкочастотным фильтром C1C2L1 выпрямительное устройство, на выходе которого в режиме холостого хода мы имеем удвоенное напряжение (по сравнению с вариантом работы прибора без перемычки). Рассмотрим более подробно работу схемы. Положительная полуволна напряжения поступает на полупроводниковый вентиль VD1 и зарядив конденсатор С1 до максимума возвращается к началу обмотки трансформатора. В другой полупериод, заряд проходит к конденсатору С2, а от него к вентилю VD2 и далее к обмотке. Конденсаторы С1 и С2 соединены таким образом, что результирующее напряжение оказывается равным суммарному (удвоенному) напряжению, которое и подводится через дроссель на держатель электрода и таким образом способствует стабильному разжиганию дуги. Вентили VD3 и VD4 при замкнутой перемычке Х2Х3 и отсутствии сварочной дуги в работе схемы не участвуют. Главным достоинством схемы является то,что при применении обычной схемы моста имеет место резкое снижение выпрямленного напряжения при увеличении тока нагрузки в момент зажигания дуги-приходится ставить электролитические конденсаторы огромной емкости – 15000мкф, и все это при том, что в момент касания электродом свариваемых поверхностей и мнгновенного разряда конденсатора большой емкости, происходит микровзрыв плазмы с разрушением покрытия электрода, а это ухудшает розжиг. Теперь немного о деталях конструкции.

В качестве вентилей диодного моста применимы полупроводниковые диоды Д161 или В200 со стандартными радиаторами для них.

Если у вас в наличии имеются 2 диода Д161 и 2 диода В200 вы можете сделать мост более компактным – диоды исполнены с разной проводимостью и радиаторы можно скрепить шпильками прямо между собой, не применяя прокладок. В качестве конденсаторов, перестраховавшись, применил набор неполярных конденсаторов МБГО (можно МБГЧ,МБГП).

Емкость каждого получилась по 400 мкф, чего вполне хватило для стабильной работы аппарата. Токовый дроссель L1 намотан на сердечнике от трансформатора ТС-270 проводом сечением 10мм квадратных.

Мотаем до полного заполнения окна. При сборке, между половинами сердечника трансформатора закладываем пластины из текстолита толщиной 0,5мм. Так как планировалось применение аппарата для сварки тонкостенных профильных труб, отрицательный вывод выпрямителя был подведен к электрододержателю, а положительный к ”крокодилу” массы. Проведенные испытания показали следующие результаты: стабильный розжиг дуги; уверенное поддержание горения дуги; отличный тепловой режим при долговременной работе (10 электродов к ряду); хорошее качество сварных швов (по сравнению с использованием аппарата без выпрямителя). Вывод – модернизация сварочного аппарата с использованием выпрямителя Трифонова заметно улучшают его показатели по всем параметрам. Автор: Элетродыч.
 В статье подробно рассказано о нескольких способах обновления BIOS на материнской плате Asus.
В статье подробно рассказано о нескольких способах обновления BIOS на материнской плате Asus.
 Теперь вы точно подберете идеальный ноутбук для работы или учебы!
Теперь вы точно подберете идеальный ноутбук для работы или учебы!
 Данная статья описывает преимущества SSD накопителей для приложений и игр. Также здесь выполняется сравнение между достоинств данного накопителя с устаревшим аналогом.
Данная статья описывает преимущества SSD накопителей для приложений и игр. Также здесь выполняется сравнение между достоинств данного накопителя с устаревшим аналогом.
 В статье речь идет о том, как отремонтировать пластмассовый китайский электрочайник.
В статье речь идет о том, как отремонтировать пластмассовый китайский электрочайник.
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня. Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие.

Схема устройства сварочного инвертора.
Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт.
Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы. Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Предпосылки к модернизации
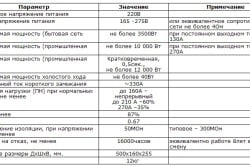
Таблица требуемых технических характеристик для сварочного инвертора.
Существует несколько основных предпосылок, которые заставляют людей переходить к доработке сварочного трансформатора. Во-первых, если данный агрегат используется в том месте, где нестабильно напряжение. Он рассчитан на стабильное потребление от 220 до 400 Вольт, но этого добиться можно не всегда. В некоторых случаях напряжение питания может падать куда ниже критической отметки. К примеру, если оно опустится до 170 Вольт, то велика вероятность того, что трансформатор не будет работать, а соответственно, и инвертор. Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора.
Подобный аппарат даже при номинальных значениях напряжения не всегда позволяет зажечь дугу. Выходной каскад трансформатора не всегда выдает нужное высокое его значение. Если говорить о пониженных значениях, то тут может случиться беда. Именно поэтому при возникновении подобных проблем можно смело переходить к доработке.
Вся работа в данном случае сводится к установке диодного моста для выпрямления тока, что позволит получить на выходе более стабильную дугу и приведет к увеличению значения выходного напряжения трансформатора, чтобы розжиг можно было производить даже при недостаточном питании. Это очень полезные решения, которые каждый человек может реализовать самостоятельно.
Процесс выполнения работы
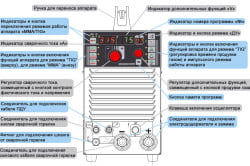
Функциональные возможности сварочного инвертора.
Вся работа сводится к тому, что в схему добавляется перемычка, состоящая из выпрямительного моста с фильтром низкой частоты. В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой. Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр.
В результате выпрямленное напряжение поступает на обмотку трансформатора. Происходит полная зарядка конденсатора в схеме. Далее вторая полуволна поступает на второй диод, проходя через который, она поступает на второй конденсатор. Соответственно, он тоже заряжается до максимума.
В результате получается, что по схеме напряжения от обоих элементов складываются между собой, что приводит к удвоению значения этого параметра на выходе. Именно этого и нужно было добиться, чтобы трансформатор позволял без каких-либо затруднений производить розжиг дуги. Итак, можно считать, что первая проблема полностью решена.
Схема источника питания инверторного сварочного аппарата.
Стоит еще отметить тот факт, что третий и четвертый выпрямители при отсутствии нагрузки в схеме никак не работают, то есть они не участвуют в рабочем процессе. Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги.
Это связано с тем, что при касании электрода рабочей поверхности происходит резкий разряд конденсатора, а это приводит к микровзрыву. В подобной ситуации не стоит рассчитывать на качественное сваривание поверхностей. Итак, модифицированный мост позволит получить на выходе действительно потрясающий результат. Он позволяет работать уже не только с толстыми металлами, но и выполнять ювелирную работу.
Несколько слов о самих деталях
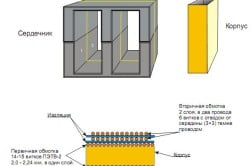
Схема дросселя сварочного инвертора.
Теперь стоит поговорить о том, какие детали необходимо включить в схему, чтобы на выходе получить весьма неплохой результат. Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Что касается выпрямительных диодов, то лучше всего использовать модель Д161 со стандартными радиаторами охлаждения, которые на них устанавливаются. Можно составить смешанную схему, в которой будут использоваться выпрямители предыдущей марки, а также модели В200. В этой ситуации устройство получается более компактным, так как радиаторы у каждой модели имеют различные габариты. Их проще соединить с помощью специальной шпильки.
В качестве конденсаторов можно использовать практически любые модели этих элементов, но лучше перестраховать себя и установить МБГО, которые не имеют полярности.
Для стабильной работы аппарата придется подбирать емкость каждого элемента.
Для этого используется либо метод тыка, либо математика. В большинстве случаев можно обойтись 400 мкФ.
Токовый дроссель наматывается на сердечник трансформатора. Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров. Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
В результате получается инвертор со стабильными показателями работы дуги и со стабильным розжигом. Этого и стоило добиваться.
Повышение экономичности: рекомендации
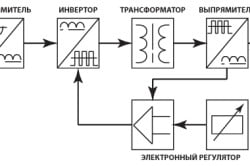
Схема работы сварочного инвертора.
Сварочный инвертор – это весьма мощный агрегат, который потребляет огромное количество электроэнергии. Разумеется, с этим явлением можно бороться различными методами. Один из них будет предложен прямо сейчас. Трансформатор в значительной степени влияет на подсадку напряжения в сети. Если работы будут вестись постоянно, то можно быть уверенными, что свет дома будет гореть слабо. Это приводит к дискомфорту всех окружающих. Нужно искать правильный выход из ситуации.
Сам процесс понижения напряжения предельно прост. Придется внедрить еще одну доработку в сварочный инвертор. Делается дополнительный вывод со вторичной обмотки, то есть уменьшается количество ее витков. Разумеется, каждый может начать спорить, ведь значительно ухудшится качество горения при этом, но на самом деле здесь также имеется одна хитрость, которая позволит сохранить стабильное горение дуги.
Нужно сделать плавным входящее напряжение, то есть у него полностью должны отсутствовать какие-либо скачки. Для этого используются, разумеется, конденсаторы. В подобной ситуации достаточно одного мощного устройства, которое будет сделано из бумаги. Его емкость должна при этом составлять приблизительно 15 тысяч мкФ. Этого будет вполне достаточно. Разумеется, для каждого конкретного аппарата это значение может изменяться, но в большинстве случаев оно варьируется от 10 до 18 тысяч мкФ. На это и стоит ориентироваться.
Итак, теперь каждый читатель знает о том, как можно доработать сварочный инвертор, чтобы на выходе иметь оптимальную дугу, которая позволит работать даже с самыми прихотливыми и тонкими материалами.

На рынке очень много недорогих сварочных полуавтоматов, которые никогда не будут работать нормально, потому что сделаны изначально неправильно. Попробуем это исправить на уже пришедшим в негодность сварочном аппарате.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.




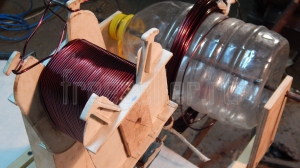
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).

А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.


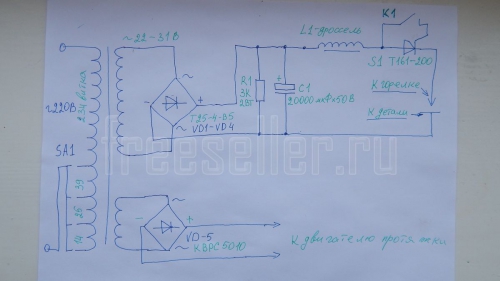
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка – это 7 слоёв, после намотки делаем отвод.



Дальше мотаем 39 витков, делаем ещё отвод, 25 витков – отвод, и 14 витков отвод.



Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.

Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.