Автолюбители, независимо от стажа владения машиной, постоянно ищут способы повышения мощности двигателя. Есть несколько вариантов усовершенствования вашего автомобиля, одним из которых является доработка головки блока цилиндров (ГБЦ).
Мы знаем, что крутящий момент, а соответственно и мощность, находятся в прямой зависимости от такого показателя, как коэффициент наполнения цилиндров рабочей смесью. Чем больше наполнение, тем больше мощность двигателя, которая растет при смещении максимального значения крутящего момента на более высокие обороты. Для этого устанавливают распредвалы с расширенными фазами впуска/выпуска и увеличенными подъемами клапанов, но на практике этого оказывается недостаточно. Если критически подойти к рассмотрению головки блока цилиндров, то мы увидим множество недочетов — казалось бы, мелких, но именно они не дают реализовать полный потенциал мотора. Это обусловлено технологией изготовления при массовом производстве ГБЦ, и поэтому все придется исправлять самим или на станции техобслуживания. Как? Об этом речь:
Стыковка каналов ГБЦ и коллекторов
Наиболее заметным «ляпом» наших производителей можно назвать неточную стыковку отверстий каналов ГБЦ и коллекторов. Еще с уроков физики мы помним, что любой бугорок на пути воздушного потока вызывает возникновение завихрений, а, следовательно, снижение его скорости. Здесь же у нас целые «ступеньки», от которых необходимо обязательно избавиться. Одновременно необходимо проверить прокладки под коллекторы, чтобы они также не создавали препятствий.
Желательно перед началом работ посадить коллекторы на штифты. Это необходимо по той причине, что крепеж коллекторов на автомобилях ВАЗ допускает небольшое смещение плоскостей ГБЦ и коллекторов относительно друг друга, что может привести всю работу к нулевому результату. Находим места на ГБЦ и коллекторах (2 штифта на каждый по краям) для удобного засверливания. В ГБЦ металлические штифты сажаем плотно, коллекторы же должны на них надеваться легко, но без люфтов. Проделайте необходимые отверстия в прокладке. Теперь точное позиционирование коллекторов и ГБЦ обеспечено.

Следует учесть то, что если диаметр канала ГБЦ немного больше (1-1,5 мм) диаметра канала впускного коллектора, но их соосность совпадает, то этим можно пренебречь, так как сколько-нибудь значимого сопротивления это не создаст. На выпуске создается аналогичная ситуация, только канал ГБЦ теперь может быть немного меньше канала выпускного коллектора.
Впускные/выпускные каналы ГБЦ
Если внимательно осмотреть впускные/выпускные каналы заводской головки блока цилиндров, то сразу бросаются в глаза приливы литья в районе направляющих втулок клапанов, выступающие в канал втулки и местами ломаная форма узких каналов. Используя шаровые фрезы разных форм и размеров необходимо добиться увеличения проходного сечения каналов, удалить все неровности и выступающие части. Форму канала надо изменить таким образом, чтобы его изгиб был наиболее плавным, но сохранил определенные радиусы кривизны. Внутренняя поверхность впускных каналов оставляется немного шероховатой для лучшей испаряемости бензина с их стенок. Выпускные каналы можно полировать, хотя заметного эффекта это не даст.
Поперечное сечение канала не должно быть правильной окружности. Впускной канал имеет форму эллипса с небольшим бочкообразным расширением перед седлом клапана. Остальная часть канала ГБЦ и впускного коллектора плавно сужается по направлению потока.

Проводя увеличение диаметра каналов надо учитывать близлежащие внутренние коммуникации. При неаккуратной работе можно повредить маслоканал или канал рубашки охлаждения. При работе с ГБЦ восьмиклапанных двигателей, которые применяются на переднеприводных ВАЗах, надо быть предельно осторожным. Хотя это не убережет вас при расточке одного впускного канала, в котором маслоканал проходит настолько близко, что его вскрытие неизбежно. К сожалению, даже если канал останется невскрытым, он может быть просто прикрыт тонким слоем алюминия и позже прорвётся под давлением масла работающего двигателя.
Перед началом расточки желательно в маслоканал вогнать стальную втулку, но, к сожалению, это не самый удобный вариант. Лучше устанавливать стальные или алюминиевые втулки после вскрытия канала, либо заваривать канал аргоном.
Вначале определитесь: с коллектора или ГБЦ начинать расточку. При значительном увеличении диаметра каналов работы начинают в деталях с более тонкими стенками, а по их форме и положению затем растачиваются каналы сопрягаемых блоков. В классических двигателях ВАЗ принято начинать расточку с коллектора, потому что каналы ГБЦ имеют достаточный запас толщины для последующего совмещения.
Обратите внимание на части направляющих втулок клапанов, которые выступают в каналы. Они создают заметные помехи потоку, поэтому их стараются укоротить или заострить. Иногда втулки стачивают заподлицо со стенкой канала и, хотя это в лучшей степени оптимизирует его пропускную способность, но такая доработка снижает ресурс направляющих, у которых он и так невелик на форсированных двигателях.
Клапаны
Здесь доработки направлены на увеличение пропускной способности и уменьшение веса клапанов. Увеличить пропускную способность можно изменив профиль тарелки, а так же рабочие и дополнительные фаски клапана.

При переточке клапанов снимается лишний металл с обеих сторон тарелки клапана. На лицевой стороне делается небольшая выемка, а на тыльной уменьшается радиус перехода стержня в тарелку. Так же утоньшается тарелка и стержень клапана. Если вы не планируете менять втулки, то снимите лишний металл с ножки клапана от тарелки до направляющей втулки.
Уменьшение диаметра всей ножки потребует замены направляющих втулок с меньшим диаметром отверстия. На 8-клапанных моторах ВАЗ при уменьшении диаметра ножки клапана с 8 до 7 мм можно добиться снижения веса стержня на 23,5%. У 16-клапанных двигателей диаметр стержня изначально составляет 7 мм.
Можно поставить титаноалюминиевые клапаны, которые на 40% легче стальных, но они очень хрупкие и дорого стоят. Седла при этом приходится менять на бронзовые, которые более мягкие по сравнению с чугунными, что приводит к уменьшению отскока клапана при закрытии и дополнительно гасит ударные нагрузки.
На 8-клапанных двигателях ВАЗ рабочие фаски делают уже, угол выпускных меняют на 45º, а угол впускных на 30º. В местах перехода тарелки клапана в рабочую фаску нарезают дополнительные фаски, что дает прирост около 5-6%.

Дальнейшая доработка предусматривает замену клапанов на увеличенные модели. Их можно устанавливать без замены седел, так как штатные позволяют несколько увеличить свой внутренний диаметр и диаметр рабочей фаски. Это практикуется на 16-клапанных ГБЦ 2112, на которые устанавливаются облегчённые увеличенные клапаны 32/27 «АЕ» (Federal Mogul) ВАЗ 2112 / Приора 16V.

Также возможна установка увеличенных клапанов, предусматривающая замену седел. При этом вырезаются родные седла и устанавливаются чугунные или бронзовые большего размера. В них нарезаются необходимые фаски и устанавливаются клапаны еще большего размера, чем рассмотренные ранее. Этот способ дороже первого, но наиболее эффективен, а для 8-клапанных ГБЦ автомобилей ВАЗ является единственным решением. Прибавка мощности с такой доработкой достигает 8-10%. В этом случае можно установить облегченные увеличенные клапаны 39/34 «СТК Мотор Спорт» ВАЗ 2108 / 2110 8V.
Чтобы вы могли лучше ориентироваться, мы приведем данные по клапанам, которые можно устанавливать на двигатели ВАЗ:
- – ВАЗ 2101-2107, 21213 – клапаны от 39/34 до 42/35;
- – ВАЗ 21083/2111 – клапаны от 39/34 до 40/34;
- – ВАЗ 2112 – клапаны от 31/27 до 33/29,
где в числителе указан диаметр тарелок впускных клапанов, а в знаменателе — диаметр выпускных.
Конечно, это не единственное решение, и вы можете подбирать размеры тарелок клапанов самостоятельно, но при этом необходимо учитывать, что для атмосферных двигателей оптимальным соотношением площади выпускного клапана по отношению к впускному — ¾ или примерно 75%. Это наглядно видно из следующих данных:
Если ваш автомобиль оснащен наддувом или впрыском закиси азота, ему необходимо увеличение выпускных клапанов, так как двигатель производит больше отработанных газов. Под такие моторы соотношение клапанов может быть от 90% и более.
Пружины клапанов
Штатные пружины рассчитываются под конкретный двигатель с применением серийного распредвала. Учитывается достаточный запас прочности, рассчитанный на относительно невысокие обороты. В классических двигателях клапаны зависают на оборотах более 7000, на ВАЗ 21083 допускаются большие обороты, а на ВАЗ 2112 неадекватная работа клапанов вероятна на оборотах 7500-8000 об/мин.
Замена распредвала на более верховой может привести к зависанию клапанов. Наиболее простым способом является увеличение преднатяга штатной пружины, что выполняется подкладыванием под нее шайбы. Усилие на пружине увеличивается, но заметно уменьшается свободный ход.
При установке спортивных распредвалов предъявляются более жесткие требования к усилиям на пружинах. В этом случае требуется большой подъем кулачка и соответствующий ход пружины, поэтому их меняют на более жесткие, которые имеют больший ход сжатия. Хорошим примером могут служить усиленные пружины клапанов PROSPORT ВАЗ 2108 / 2110 8V.
Более жесткие пружины заметно увеличивают нагрузки на клапаны, распредвал и тарелки, поэтому такую доработку желательно проводить последней из всех способов повышения порога зависания клапанов.
Еще одним способом является облегчение тарелок клапанных пружин. Их меньшая масса снижает нагрузки на распредвал и детали ГРМ, что особенно важно на повышенных оборотах. Можно перетачивать штатные тарелки, но лучше поставить новые из алюминиевого сплава или титана. Алюминиевые дешевле, но подвержены деформациям в критических режимах работы. Более прочными являются титановые изделия, хотя некоторых автолюбителей сдерживает их цена. Хорошо себя зарекомендовали тарелки пружины клапана SPORT (титан, алюминиевый сплав) ВАЗ 2108/2110 8V.
Толкатели клапанов
В двигателях ВАЗ 2108 и 2112 кинетическая связь клапанов ГБЦ с распредвалами осуществляется при помощи толкателей. На ГБЦ 2108 они механические с регулировочными шайбами, а на ГБЦ 2112 — гидрокомпенсаторы. Для 16-клапанных двигателей подходят цельные толкатели клапана d-30 мм SPORT ВАЗ 2112/Приора/Калина 16V. Штатные толкатели имеют некоторые ограничения, поэтому неприемлемы при работе со спортивными распредвалами. В этом случае применяются цельные механические толкатели, имеющие увеличенный диаметр и не требующие регулировочных шайб. Для их установки необходима расточка колодцев серийных толкателей до нужного размера.
Клапаны регулируются подбором подпятников нужного размера, что довольно трудоемко. Работа мастера по регулировке 8 клапанов вам обойдется в пределах 3000 руб.
Рычаги привода клапанов
На двигателях ВАЗ классического типа приводом клапанов от распредвала являются рычаги (рокеры). Они удобны и просты в регулировке тепловых зазоров клапанов и допускают применение компактных распредвалов, но имеют излишнюю массивность и допускают некоторое отклонение кинематики движения клапана. Также на ГБЦ «классики» рокер может слететь с посадочного места при сверхвысоких оборотах. В качестве борьбы с этими недостатками рычаги облегчаются, устанавливаются легкосплавные модели и ставятся на более жесткие пружины.
Направляющие втулки клапанов
В зависимости от типа двигателя и предполагаемых режимов работы подбирается конструкция и материал направляющих втулок клапанов. Причины, которые могут потребовать доработки или замены штатного оборудования:
- – При использовании клапанов с меньшим диаметром стержня;
- – При сильно выступающей части направляющей втулки в канал ГБЦ;
- – Если форма или размер противоположной части направляющей не удовлетворяют требованиям;
- – При недостаточной теплопроводности направляющей втулки (возможна замена на бронзовые).
Бронза является хорошим теплопроводником, хорошо отводит тепло от клапана и эффективно его рассеивает в ГБЦ, поэтому на высокофорсированных двигателях применение бронзовых направляющих втулок крайне необходимо.
Хорошим примером изделий являются направляющие втулки клапанов бронзовые ВАЗ 2108/2110 8V. Они имеют немного меньший ресурс по сравнению с металлокерамическими изделиями, но все зависит от режимов работы двигателя и их завода-изготовителя.
Форма камеры сгорания
При помощи этой доработки можно значительно снизить риск возникновения детонации, улучшить наполнение цилиндра и создать условия, при которых топливная смесь будет лучше распределяться, перемешиваться и возгораться.
Детонация возникает в местах, наиболее удаленных от свечи. Это объясняется тем, что при возгорании смеси давление в камере сгорания (КС) резко возрастает и приводит к чрезвычайной компрессии еще не воспламенившейся смеси. Это провоцирует ее самовоспламенение, которое носит взрывной характер и приводит к резкому повышению температуры и давления в цилиндре. Возникает детонация, характеризующаяся металлическими звуками и распространяющаяся по двигателю серией ударных волн детонационных взрывов. Частые возникновения детонации приводят к разрушительным последствиям, поэтому надо принимать меры к их устранению. Для этого максимально сглаживают острые кромки и углы камер сгорания, удаляют погрешности литья и полируют поверхность камер сгорания, что дополнительно прибавляет 5% мощности за счет снижения тепловых потерь.
Для улучшения наполнения цилиндра и создания оптимальных условий для топливной смеси необходимо, прежде всего, обратить внимание на форму КС вокруг клапанов. На ВАЗовских 8-клапанных ГБЦ КС имеет клиновидную форму и клапанная щель «экранирована» ее отвесными стенками. Это приводит к тому, что поток рабочей смеси вынужден преодолевать дополнительные препятствия, что хорошо заметно при установке увеличенных клапанов. Поэтому объем КС должен быть расширен вокруг клапана. Так же необходимо доработать сегмент клапанной щели возле свечи зажигания и сделать сопряжение дна и вертикальных стенок КС более плавным. Вокруг седел клапанов не должно быть каких-либо ступенек или колодцев, а конусное углубление седла клапана должно быть не более 30º относительно дна КС.
ГБЦ ВАЗ 2112 изначально имеет полусферическую КС, что минимизирует все необходимые доработки и заключается в ликвидации огрехов серийного производства.
Степень сжатия
Степенью сжатия (СЖ) является отношение полного объема цилиндра ко всему объему КС. Чем больше сжата топливная смесь перед воспламенением, тем большую работу она совершит впоследствии. Повышая СЖ, мы увеличиваем мощность двигателя, но есть и ограничивающие факторы, такие как рост нагрузки на поршневую и риск возникновения детонации. Стандартные литые поршни двигателей ВАЗ допускают СЖ до 11:1.
Для двигателей с небольшими фазами ГРМ прибавка мощности относительно степени увеличения СЖ хорошо отслеживается по следующей таблице:
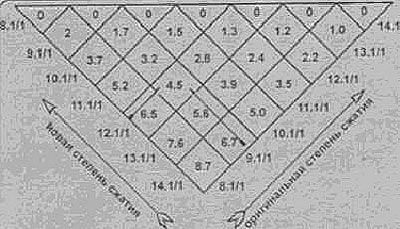
Наиболее заметен положительный эффект от роста СЖ в двигателях с широкими фазами открытия клапанов. Это происходит оттого, что коэффициент наполнения атмосферных двигателей ВАЗ не превышает 100%, то есть динамическая СЖ не превышает статическую СЖ. Динамическая СЖ — объем топливно-воздушной смеси, попавшей в цилиндр, относительно объема камеры сгорания. При использовании широкофазных распредвалов на низких и средних оборотах динамическая СЖ ниже статической. Повышение СЖ приводит к пропорциональному росту динамической, что положительно влияет на мощность и экономические показатели двигателя. При этом необходимо исключить предпосылки возникновения детонации при максимальном коэффициенте наполнения цилиндра, что достигается повышением октанового числа топлива и изменением состава топливно-воздушной смеси.
С ростом оборотов двигателя длительность цикла сгорания уменьшается, что может привести к неполному сгоранию топлива, а, следовательно, потере мощности. Поэтому повышая СЖ, мы ускоряем процесс сгорания, что позволяет получить максимальную мощность от двигателя. Вследствие этого большинство высокооборотистых форсированных бензиновых двигателей требуют повышения СЖ.
После проведения доработок ГБЦ, которые мы рассмотрели в данной статье, вы сможете полностью раскрыть потенциал двигателя вашего автомобиля!
16-клапанники 2008 года
Самый «маленький» из 16-клапанных двигателей Волжского автозавода — ВАЗ-11194 рабочим объемом 1,4 л. Производятся и две модели объемом 1,6 л — уже несколько устаревший ВАЗ-21124 и его более современный и мощный вариант ВАЗ-21126, постепенно вытесняющий на конвейере предшественника. Обратите внимание на график с характеристиками двигателей: при частотах вращения коленвала, близких к максимальным, характеристики мощности и крутящего момента ВАЗ-11194 и ВАЗ-21124 практически совпадают — и лишь при более низких оборотах «малыш» уступает старшему собрату. А вот двигатель 21126 существенно — примерно на 10% — мощней и тяговитей двух других.
Давайте же знакомиться с их начинкой.
Блоки цилиндров 21124 и 21126 отлиты из чугуна. По сравнению с прежним, полуторалитровым аналогом 2112 они на 2,3 мм выше (расстояние от оси коренных подшипников до верхней плоскости блока). Диаметр цилиндров двигателей 21124 и 21126 одинаковый — 82 мм. Для селективной сборки двигателя блоки 21124 по диаметру цилиндра поделены на пять классов через 0,01 мм (А, В, С, D, Е). У блока 21126 три класса через те же 0,01 мм (А, В, С). Клеймо класса цилиндра расположено на нижней плоскости блока.
Прочие размеры блоков идентичны. Но есть отличия в требованиях к обработке стенок цилиндров. Хонингование цилиндров 21124 выполняется по технологии и требованиям АВТОВАЗа, а 21126 — в соответствии с более жесткими требованиями фирмы Federal Mogul, обусловившими ужесточение требований к шероховатости рабочих поверхностей. Чтобы не перепутать блоки, кроме маркировки, сделанной в отливке на левой стенке блока, серийный номер нанесен на задней стенке рядом с четвертым цилиндром. Блок 21124 окрашен в синий цвет, а 21126 — в серый.
Блок цилиндров двигателя 11194 по конструкции аналогичен блоку 21126, но диаметр цилиндра меньше — 76,5 мм против 82 мм. Обработка стенок цилиндров — тоже в соответствии с требованиями фирмы Federal Mogul. Маркировка на тех же местах, окрашен блок в синий цвет. Кроме этого, в блоке 11194 между цилиндрами есть протоки рубашки охлаждения, а у двигателей 1,6 л их нет. Для селективной сборки двигателя блоки 11194 по диаметру цилиндра поделены на три класса через 0,01 мм (А, В, С).
В двигателе 21124 применяется шатун 2110 — стальной, двутаврового сечения, со сталебронзовой втулкой в верхней головке и осевой фиксацией по нижней головке (на фото сверху). Крышка шатуна крепится двумя болтами, запрессованными в шатун. По диаметру отверстия втулки под поршневой палец шатуны подразделяются на три класса через 0,004 мм. Номер класса отверстия нанесен на верхней головке шатуна.
В двигателях 11194 и 21126 используется шатун 11194, не взаимозаменяемый с шатуном 2110. Новый шатун, хотя и подрос с 121 мм до 133,5 мм, стал легче — в среднем, «похудел» с 683 до 412 г, что серьезно снизило инерционные нагрузки. Его осевую фиксацию обеспечивает верхняя(!) головка — по поршню. При этом стальная деталь контактирует с алюминиевой, что уменьшает потери на трение по сравнению с двигателем 21124, где стальной шатун трется о чугунные поверхности коленчатого вала, да и скорость трения ниже. Нижняя головка, выполненная по разрывной технологии, стала изящней. Ее крышка крепится к шатуну двумя болтами. Удлинение шатуна уменьшило силу бокового давления поршня на цилиндр.
Новый шатун не имеет разделения на классы по диаметру отверстия верхней головки — и маркировки на нем нет. Но шатуны подразделяют на классы по массе. Для шатуна 2110 предусмотрено 9 классов, с допуском внутри класса ± 5 г. Маркировка буквенная, выбита на верхней головке шатуна (Ф, Л, Б, Х, М, В, Ц, Н, Г). У шатуна 11194 три класса, по количеству черных меток на нижней крышке. Разница между классами ± 7 граммов. На двигателе 11194 допускается установка шатунов с одной либо двумя метками, для 21126 — с двумя либо тремя.
Момент затяжки гаек шатуна 2110 двигателя 21124 — 50,9 +2,6 Н.м. Болты шатуна 11194 (двигателей 11194/21126) затягивают в два приёма по методике: 20 Н.м + 135°. Болты шатуна 11194 гарантированно выдерживают три разборки-сборки. Первая разборка шатуна произведена уже при сборке двигателя на АВТОВАЗе. Возможна и вторая разборка на АВТОВАЗе — например, при выборочном контроле качества двигателя. Так как на практике сложно учесть реальное количество предыдущих ремонтов, при каждой разборке шатуна 11194 его болты рекомендуют заменять новыми.
Справа поршень 21124. Диаметр 82 мм, глубина лунок под клапаны 5,53 мм. (У прежнего 2112 — 3,19 мм для впускных и 3,06 — для выпускных.) Слева облегченный поршень 11194 — диаметр 76,5 мм, лунки неглубоки, а 21126 отличается лишь диаметром — 82 мм. Отверстие для пальца в поршне 21124 смещено влево на 1 мм, а в поршнях 11194 и 21126 на 0,5 мм — если смотреть навстречу стрелке на днище поршня. Именно так его и ориентируют при сборке двигателя, чтобы при «перекладке» в ВМТ он не стучал. Поршни 21124 поделены по диаметру юбки на 5 классов (A, B, C, D, E) через 0,01 мм. У поршней 11194 и 21126 три класса (A, B, C) через 0,01 мм. Маркировка — на днищах.
У шатуна 11194 поверхность сопряжения крышки с телом не гладкая (механически обработанная), как у 2110, а рельефная, получаемая изломом. Технология излома шатунов обеспечивает гораздо лучшую итоговую «круглость» отверстия нижней головки, чем у шатуна 2110.
Термические нагрузки 16-клапанных двигателей выше, чем 8-клапанных, поэтому у всех трех блоков во вторую, третью, четвертую и пятую опоры коренных подшипников запрессованы форсунки, подающие масло для охлаждения поршней.
Коленчатый вал всех трех двигателей единый, изготовлен из высокопрочного чугуна. Радиус кривошипа 37,8 мм, соответственно, ход поршня — 75,6 мм. Маркировка «11183» сделана в отливке на шестой щеке противовеса.
Если сравнить массу комплекта «поршень, палец, стопорные и поршневые кольца, шатун и вкладыши» для двигателей 21124 и 21126, то получится, что обновленный вариант на 437,2 г легче. В частности, масса поршня 21126 — 244 г против 355 г у 21124. Масса нового шатуна 412 г взамен 683 г у старого. Новые шатуны, поршни, кольца, пальцы производства Federal Mogul.
Двигатель 21126 получил новый механизм натяжения ремня ГРМ. В связи с этим передняя часть головки блока изменена (на фото справа). На передней стенке увеличены опорные поверхности бобышек под ролики привода ремня ГРМ, и вместо шпилек теперь резьбовые отверстия.
Отличить головку блока двигателя 21124 от 21126 можно по номеру 2112 на отливке, на правой стенке между третьим и четвертым цилиндрами. Корпус подшипников (верхняя плита головки, на фото она светлей) у обеих конструкций одинаковый. Перед его установкой сопрягаемую поверхность необходимо смазать анаэробным герметиком «Анатерм-506» либо «Локтайт-574». Привычный для многих автолюбителей силиконовый герметик для этой операции непригоден.
Объем камеры сгорания в головке блока 11194 меньше, чем у 1,6-литровых моторов. Эта головка невзаимозаменяема с 21124 и 21126, а механизм натяжения ремня ГРМ аналогичен 21126, поэтому на передней стенке — широкие опорные поверхности под ролики и резьбовые отверстия под болты их крепления. Номер головки находится на приливе с правой стороны.
Гидротолкатели (наружный диаметр 30 мм), клапанные пружины, впускные и выпускные клапаны (не путать их!) у всех трех двигателей взаимозаменяемы. При монтаже головки цилиндров необходимо убедиться в том, что в тело головки запрессован противодренажный клапан. Он препятствует сливу масла из каналов головки цилиндров в поддон на заглушенном двигателе и ускоряет поступление масла к гидротолкателям при пуске после длительной стоянки.
Поршневой палец стальной, трубчатого сечения, плавающего типа (свободно вращается в бобышках поршня и втулке шатуна). От осевого перемещения в бобышках поршня он зафиксирован стопорными кольцами. По наружному диаметру пальцы двигателя 21124 разделены на три класса через 0,004 мм. Маркировка нанесена на торце краской. Самый «тонкий» с голубой меткой, далее следует зеленый и красный. Наружный диаметр поршневого пальца двигателей 11194 и 21126 единый — разбивки на классы нет. Наружный диаметр поршневого пальца 21124 — 22 мм, 11194 и 21126 — 18 мм. Длина пальца 21124 — 60,5 мм, масса 110 г. Длина пальца 11194 — 48 мм, масса 62,5 г. Палец 21126 при длине 53 мм имеет массу 69,5 г.
Впускные распределительные валы на двигателях 11194, 21124 и 21126 взаимозаменяемы. Аналогичная ситуация с выпускными. А вот между теми и другими есть отличия в фазах открытия и закрытия клапанов. Чтобы не путать валы, на впускном рядом с первым кулачком отлита реборда (стрелка), а между вторым и третьим — номер, две последние цифры которого «15». У выпускного вала реборды нет, а номер заканчивается на «14».


Камера делается под цилиндр двигателя диаметром 84мм.
Итак пришло время подвести итоги запила камеры сгорания и просчитать ее объем перед шлифовкой ГБЦ.
Высота блока цилиндров на классический автомобиль ВАЗ:
Головка цилиндров 21011-1005011-10 двигателя, отливается из алюминиевого сплава и является общей для всех цилиндров. Высота головки — 112,5 мм, камера сгорания размером 79х51 мм и объемом 33,2 см куб. Внутри камеры имеется фрезерованная ступенька высотой 2 мм .
Головка цилиндров 21213-1003015 (для двигателя объемом — 1,7 л.) конструктивно похожа на головку 21011, но имеет ряд отличий. Высота головки 21213 составляет 111,0 мм, что ниже головки 21011 и 2130 (112.5 мм) на 1,8 мм. Размер камеры сгорания — 81х52 мм, объем 30 см куб.
Головка цилиндров 2130 -1003011-00 конструктивно не отличается от головки 21011, но имеет увеличенную камеру сгорания.
Камера сгорания выполнена с размером 81х53 мм и объемом 34,3 см куб. Высота 112,5 мм. В отверстии камеры просматриваются две фрезерованные ступеньки высотой около 1 мм.