Снимаем редуктор для его замены, ремонта или замены балки заднего моста.
Вывешиваем задний мост.
Сливаем масло из картера заднего моста (см. тут).
Снимаем обе полуоси (см. тут).
Отсоединяем задний карданный вал от фланца редуктора заднего моста (см. тут).
 |
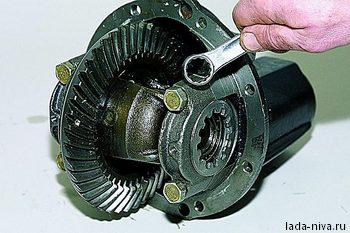
Придерживая картер редуктора, головкой «на 12» отворачиваем восемь болтов его крепления к балке заднего моста.
 |
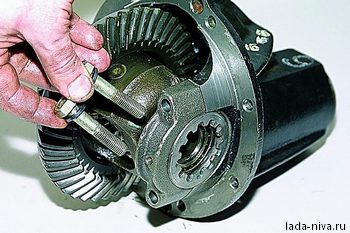
Снимаем редуктор…
…и уплотнительную прокладку.
Устанавливаем редуктор в обратной последовательности.
Перед установкой редуктора очищаем привалочную плоскость балки. Устанавливаем новую уплотнительную прокладку. Перед заворачиванием болтов крепления редуктора к балке заднего моста наносим на резьбу болтов герметик.
Разборка редуктора заднего моста
 |
 |
 |
Аналогично снимаем стопорную пластину регулировочной гайки левого подшипника.
Кернером помечаем расположение крышек подшипников коробки дифференциала на картере редуктора.
 |
Накидным ключом «на 17» отворачиваем два болта крепления крышки правого подшипника коробки дифференциала…
 |
…и вынимаем болты.
 |
Снимаем крышку правого подшипника.
 |
Вынимаем регулировочную гайку…
 |
…и снимаем наружное кольцо подшипника коробки дифференциала.
Аналогично снимаем крышку, вынимаем регулировочную гайку и снимаем наружное кольцо левого подшипника коробки дифференциала.
Если подшипники коробки дифференциала не меняем, то помечаем их наружные кольца для того, чтобы не перепутать при сборке.
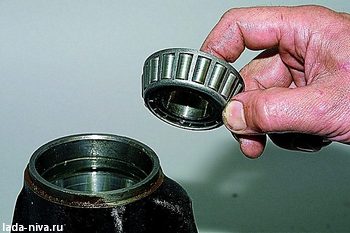
Снимаем коробку дифференциала в сборе с ведомой шестерней главной передачи, внутренними кольцами, сепараторами и роликами подшипников.
 |
Из картера редуктора вынимаем ведущую шестерню в сборе с регулировочным кольцом, внутренним кольцом, сепаратором и роликами заднего подшипника и распорной втулкой.
 |
Снимаем распорную втулку.
 |
Нанося удары молотком через выколотку по внутреннему кольцу заднего подшипника редуктора,…
 |
…снимаем внутреннее кольцо с сепаратором и роликами.
 |
Снимаем регулировочное кольцо ведущей шестерни.
Извлекаем из гнезда картера редуктора сальник (см. тут).
Вынимаем маслоотражатель…
 |
…и внутреннее кольцо переднего подшипника с сепаратором и роликами.
 |
Выколоткой выбиваем наружное кольцо переднего подшипника ведущей шестерни…
 |
…и вынимаем его.
Перевернув картер, аналогично выбиваем наружное кольцо заднего подшипника ведущей шестерни.
Для разборки дифференциала…
. съемником спрессовываем внутреннее кольцо подшипника коробки дифференциала.
При отсутствии съемника вставляем зубило между торцем внутреннего кольца подшипника и коробкой дифференциала.
Нанося удары по зубилу, сдвигаем внутреннее кольцо подшипника.
 |
В образовавшийся зазор вставляем две мощные отвертки (или монтажные лопатки) и спрессовываем…
 |
…внутреннее кольцо подшипника с сепаратором и роликами.
Аналогично спрессовываем внутреннее кольцо другого подшипника.
Зажав коробку дифференциала в тиски с накладками губок из мягкого металла,…
…накидным ключом «на 17» отворачиваем восемь болтов крепления ведомой шестерни к коробке дифференциала.
 |
Молотком с пластмассовым бойком сбиваем ведомую шестерню с коробки дифференциала…
 |
…и снимаем шестерню.
 |
Вынимаем ось сателлитов.
 |
Проворачивая сателлиты, вынимаем их из коробки дифференциала.
 |
Вынимаем полуосевые шестерни.
 |
. и их опорные шайбы.
Перед сборкой промываем детали редуктора в керосине и осматриваем их. Проверяем состояние зубьев шестерен главной передачи. Повреждения хотя бы одного зуба (выкрашивание, задиры рабочей поверхности) недопустимы. Мелкозернистой шкуркой устраняем незначительные повреждения оси сателлитов, шеек шестерен полуосей и их посадочных отверстий в коробке дифференциала. При серьезных повреждениях деталей заменяем их на новые. При обнаружении даже незначительных повреждений поверхностей опорных шайб шестерен полуосей заменяем шайбы на новые (с подборкой толщины шайб). Подшипники ведущей шестерни и коробки дифференциала должны быть без износа, с гладкими рабочими поверхностями. Плохое состояние подшипников является причиной шума и заедания зубьев шестерен.
Внутренние кольца подшипников коробки дифференциала с сепараторами и роликами напрессовываем на коробку подходящим отрезком трубы. Закрепляем ведомую шестерню на коробке дифференциала.
При сборке дифференциала смазываем трансмиссионным маслом шестерни полуосей с опорными шайбами и сателлитами и устанавливаем их в коробку дифференциала. Проворачиваем сателлиты и шестерни полуосей так, чтобы совместить ось вращения сателлитов с осью отверстий в коробке дифференциала, и вставляем ось сателлитов. Осевой зазор каждой шестерни полуоси не должен превышать 0,1 мм. При увеличенном зазоре заменяем опорные шайбы шестерен полуосей новыми – большей толщины. Момент сопротивления вращению шестерен дифференциала не должен превышать 14,7 Н.м (1,5 кгс.м) – шестерни проворачиваются рукой.
Проверяем легкость вращения шестерен дифференциала.
 |
Подходящей по диаметру инструментальной головкой (отрезком трубы) запрессовываем в гнездо картера наружное кольцо переднего подшипника.
Аналогично запрессовываем наружное кольцо заднего подшипника.
Правильное положение ведущей шестерни относительно ведомой обеспечивается подбором толщины регулировочного кольца, установленного между торцом ведущей шестерни и внутренним кольцом заднего подшипника. При замене главной пары редуктора или подшипников ведущей шестерни подбираем регулировочное кольцо. Для этого изготавливаем приспособление из старой ведущей шестерни: привариваем к шестерне пластину длиной 80 мм и шлифуем пластину в размер 50–0,02мм относительно торца шестерни (плоскости прилегания регулировочного кольца).
Приспособление, изготовленное из старой ведущей шестерни.
Протачиваем (или обрабатываем мелкой шкуркой) место установки заднего подшипника на ведущей шестерне для того, чтобы внутреннее кольцо подшипника устанавливалось по скользящей посадке. На изготовленное приспособление устанавливаем внутреннее кольцо заднего подшипника с сепаратором и роликами и вставляем приспособление в картер. Затем устанавливаем внутреннее кольцо переднего подшипника с сепаратором и роликами и фланец ведущей шестерни. Проворачивая за фланец шестерню для правильной установки роликов подшипников, затягиваем гайку крепления фланца моментом 7,9–9,8 Н.м (0,8–1,0 кгс.м).
Закрепляем картер на верстаке так, чтобы его привалочная плоскость располагалась горизонтально. Устанавливаем лекальную линейку в постели подшипников ребром для того, чтобы касание линейки постелей происходило по линии.
Набором плоских щупов определяем величину зазора между линейкой и пластиной приспособления.
Толщину регулировочного кольца определяем по разнице между зазором и отклонением от номинального положения новой шестерни (с учетом знака отклонения).
Маркировка отклонения от номинального положения (в сотых долях миллиметра со знаками «плюс» или «минус») нанесена на конической части хвостовика шестерни.
Например, измеренный зазор равен 2,90 мм, а на шестерне нанесено отклонение от номинального положения –15. Переводим отклонение в миллиметры: –15 x 0,01 = –0,15.
Требуемая толщина регулировочного кольца составит: 2,90–(–0,15) = 3,05 мм.
Устанавливаем регулировочное кольцо требуемой толщины на новую ведущую шестерню. Извлекаем приспособление из картера редуктора и снимаем внутренние кольца переднего и заднего подшипников с сепараторами и роликами.
Подходящим отрезком трубы напрессовываем на новую ведущую шестерню внутреннее кольцо заднего подшипника с сепаратором и роликами.
Вставляем ведущую шестерню в картер редуктора. Устанавливаем новую распорную втулку, внутреннее кольцо переднего подшипника с сепаратором и роликами и маслоотражатель. Смазав рабочую кромку нового сальника смазкой Литол-24, запрессовываем его в гнездо картера. Устанавливаем фланец ведущей шестерни.
Застопорив фланец, постепенно затягиваем гайку его крепления динамометрическим ключом до момента 118 Н.м (12 кгс.м).
Предварительный натяг подшипников ведущей шестерни контролируем динамометром.
…периодически проверяя момент сопротивления подшипников вращению ведущей шестерни.
Если момент сопротивления вращению оказался менее 157 Н.см (16 кгс.см) – для новых подшипников, а для подшипников после 30 км пробега – менее 39,2 Н.см (4 кгс.см), то подтягиваем гайку крепления фланца, не превышая момент затяжки. После этого вновь проверяем момент сопротивления вращению ведущей шестерни.
Если момент сопротивления оказался более 197 Н.см (20 кгс.см) – для новых подшипников, а для приработанных подшипников – более 59,0 Н.см (6 кгс.см), то предварительный натяг подшипников превышен.
В этом случае необходимо заменить чeрезмерно деформированную распорную втулку новой и повторно провести сборку и регулировку.
Устанавливаем в картер редуктора дифференциал в сборе с подшипниками и регулировочные гайки так, чтобы они соприкасались с наружными кольцами подшипников. Затягиваем болты крышек подшипников требуемым моментом.
Из стальной пластины шириной 49,5 мм и толщиной 3–4 мм изготавливаем специальный ключ для затяжки регулировочных гаек.
Регулировку бокового зазора в зацеплении шестерен главной передачи и предварительный натяг подшипников коробки дифференциала проводим одновременно, в несколько этапов.
Штангенциркулем измеряем расстояние между крышками подшипников.
Заворачиваем левую регулировочную гайку (со стороны ведомой шестерни) до полного устранения зазора в зацеплении шестерен главной передачи.
Заворачиваем правую гайку до упора и подтягиваем ее на 1–2 зуба гайки.
Затягивая левую гайку, устанавливаем требуемый боковой зазор 0,08–0,13 мм в зацеплении шестерен главной передачи.
При этом зазоре, покачивая ведомую шестерню, пальцами руки ощущаем минимальный люфт в зацеплении шестерен, сопровождающийся легким стуком зуба о зуб.
При затяжке гаек крышки подшипников коробки дифференциала расходятся и расстояние между ними увеличивается.
Для установки предварительного натяга подшипников коробки дифференциала последовательно и равномерно затягиваем обе регулировочные гайки подшипников до достижения расстояния между крышками 0,15–0,20 мм. Установив предварительный натяг подшипников, окончательно проверяем боковой зазор в зацеплении шестерен главной передачи, который не должен измениться. Для этого,…
…медленно проворачивая ведомую шестерню на три оборота, пальцами контролируем люфт в зацеплении каждой пары зубьев.
Если зазор в зацеплении окажется больше требуемого (0,08-0,13 мм) , то вращением регулировочных гаек приближаем ведомую шестерню к ведущей или отодвигаем, если зазор меньше. Чтобы при этом сохранить установленный предварительный натяг подшипников, ведомую шестерню перемещаем, подтягивая одну из регулировочных гаек и ослабляя другую на тот же угол.
После регулировки устанавливаем стопорные пластины регулировочных гаек и закрепляем их болтами.
Видео
Сообщение в конференции "ВАЗ-классика" 02.11.06 (оригинал), скопировано с разрешения автора.
 В конструкции узла есть слабое место – распорная втулка 20 (так называемая бочка). По замыслу разработчиков, она, деформируясь при затяжке гайки 22, должна сохранять достаточную упругость в течение всего срока службы машины, обеспечивая постоянный преднатяг в подшипниках ведущей шестерни. Такое решение намного упрощает и удешевляет сборку редукторов на заводе – не требуется подбирать толщину пакета регулировочных прокладок, как в мостах ”волг” и ”москвичей”.
В конструкции узла есть слабое место – распорная втулка 20 (так называемая бочка). По замыслу разработчиков, она, деформируясь при затяжке гайки 22, должна сохранять достаточную упругость в течение всего срока службы машины, обеспечивая постоянный преднатяг в подшипниках ведущей шестерни. Такое решение намного упрощает и удешевляет сборку редукторов на заводе – не требуется подбирать толщину пакета регулировочных прокладок, как в мостах ”волг” и ”москвичей”.
Но, увы, время, когда на ВАЗе безукоризненно соблюдали предписанную итальянцами технологию, длилось недолго – все чаще и чаще на конвейер попадали распорные втулки из мягкой, неупругой стали. Уже через год после сборки узла такая втулка ”садится”, момент затяжки гайки 22 падает с исходных 12–18 кгс.м до нуля – появляется осевой люфт внутренних колец подшипников, да и самой ведущей шестерни в картере. При этом нарушается нормальное зацепление шестерен, пятно контакта смещается и появляется гул. Первопричиной ослабления преднатяга может стать ускоренный износ подшипников, если, например, в заднем мосту долго не меняли насыщенное металлическими частицами масло. Вибрация карданного вала (из-за несвоевременной замены задней крестовины) передается на подшипники ведущей шестерни и также резко сокращает срок их службы. Падение преднатяга возможно из-за дефекта заводской сборки, когда недопрессованное до упора кольцо подшипника дает окончательную усадку уже в процессе эксплуатации. И еще одна причина появления люфта в подшипниках – слишком мягкий материал маслоотражательного кольца 3. При затяжке гайки 22 оно буквально расползается между фланцем 1 и кольцом подшипника 4, впоследствии выдавливаясь из зазора в виде чешуек стальной фольги. Разумеется, ни о каком преднатяге в этом случае речи уже не идет.
Кстати, первый признак осевого люфта ведущей шестерни – появление масла на горловине редуктора. При движении автомобиля вперед шестерня нагружает задний подшипник и разгружает передний, стремясь ”вывернуться” из зацепления. При этом в переднем подшипнике кроме осевого люфта появляется радиальный и сальник на фланце 1 уже не удерживает масло.
Если приходится часто подавать машину задним ходом, да еще под нагрузкой, в гору – агония ”больного” агрегата продлится недолго. Дело в том, что в режиме реверса ведущая шестерня, выбирая осевой люфт, как бы ввинчивается в ведомую, смещаясь назад, что при конической форме зубчатых венцов вызывает огромную боковую силу в подшипниках. В особо запущенных случаях люфт прогрессирует лавинообразно и шестерня ”уезжает” назад так далеко, что фрезерует глубокую борозду на поверхности коробки дифференциала. Разумеется, цементированный слой на рабочих поверхностях зубьев к тому времени будет истерт, вершины зубьев закруглены и гул заднего моста перейдет в рычание с жутким хрустом…
Как же определить пригодность тех или иных деталей к повторному использованию во вновь собранном редукторе? Главная пара, возможно, еще послужит – окончательный приговор ей вынесет испытание на шумность. Не пугайтесь: вместо дорогостоящего стенда с электроприводом подойдет обычный вороток-коловорот с головкой ”на 24” из большого набора торцевого инструмента, а измерительный акустический комплекс заменят ваши собственные уши. Подсобранный редуктор (без распорной втулки, сальника, маслоотражателя, деталей дифференциала и стопоров, но с отрегулированным зазором в зацеплении пары) закрепляем в тисках, подложив под губки картон, чтобы не замять фланец. Затем быстро вращаем ведущую шестерню за гайку фланца. Если вместо мягкого шелеста подшипников слышится резонирующий в крышку верстака рокот, тем паче пульсирующий – главную пару выбрасываем без тени сомнения – никакая регулировка ”по пятну контакта” ее уже не спасет.
Отбраковать главную пару можно и визуально, например если лента вершины зуба ведущей шестерни не равномерна по ширине, как у новой, а сужена в средней части. Грани между вершинами и рабочими поверхностями зубьев ведомой шестерни должны быть острыми, как у токарного резца. Если видны малейшие забоины или закругления – выбрасывайте пару не раздумывая. И, разумеется, главная пара подлежит замене, если хотя бы на одном из зубьев видно выкрашивание цементированного слоя, волны, риски и прочие дефекты.
Коробку дифференциала необходимо заменить, если просажены ее шейки и новые подшипники легко, от руки на них надеваются. Протачивать шейки под ремонтные втулки недопустимо – они и без того тонкие. Подшипники при любом ремонте редуктора следует заменять новыми, даже если старые выглядят вполне работоспособными. Насыщение масла металлическими частицами износа не проходит для них бесследно, поэтому экономия здесь себе дороже.
Дорогостоящие съемники со сверхпрочными лапками для выпрессовки колец подшипников не потребуются – их великолепно заменяют две каленые монтажные лопатки с тонкими язычками – это гораздо быстрее, чем прилаживать приспособление. К тому же при запрессовке колец подшипников в картер или на шестерню съемником проявляется такой недостаток: затягивая его винт до отказа, вы не почувствуете полноту прилегания кольца по всей окружности без зазора. Не исключено, что при работе узла оно еще чуть-чуть осядет, ослабив преднатяг подшипников. По моему опыту, надежнее запрессовывать кольца молотком, используя в качестве оправок отрезки труб из мягкой стали. Первые удары будут ”вязкими” – кольцо движется по шейке или в расточке, а потом рука почувствует резкую отдачу молотка – значит, все – ”зазор – ноль”. Еще несколько легких, ”поглаживающих” ударов по окружности и можно быть уверенным – кольцо посажено до упора.
 Самая мудреная операция при сборке – подбор регулировочного кольца 6, определяющего осевое положение ведущей шестерни относительно ведомой. Для каждой конкретной пары это положение задано еще на заводе, где шестерни прикатывают на стенде по наименьшему шуму – именно так и следует их установить в имеющийся картер. А толщину кольца 6 мы определим и без вазовского приспособления А.95690 – достаточно изготовить оправку (см.рис.), которую устанавливают в картер без регулировочного кольца, распорной втулки и сальника, как показано на рисунке ниже.
Самая мудреная операция при сборке – подбор регулировочного кольца 6, определяющего осевое положение ведущей шестерни относительно ведомой. Для каждой конкретной пары это положение задано еще на заводе, где шестерни прикатывают на стенде по наименьшему шуму – именно так и следует их установить в имеющийся картер. А толщину кольца 6 мы определим и без вазовского приспособления А.95690 – достаточно изготовить оправку (см.рис.), которую устанавливают в картер без регулировочного кольца, распорной втулки и сальника, как показано на рисунке ниже.  Закрепляем картер в тисках так, чтобы его привалочная плоскость была горизонтальна, и кладем на нижние точки постелей подшипников дифференциала какой-нибудь цилиндрический пруток – например, подкаленный вороток из набора торцевых головок, предварительно проверив на плоскости, что он абсолютно прямой. Теперь измеряем расстояние между прутком и оправкой, что удобно делать, используя в качестве щупа сами регулировочные кольца, если они у вас есть в достаточном ассортименте. В каталоге деталей приведено 17 типоразмеров толщиной от 2,55 до 3,35 мм через каждые 0,05 мм. Кольца не маркированы, но измерить толщину каждого штангенциркулем нетрудно. Впрочем, достаточно применить всего одно кольцо, которое проходит под прутком с зазором, дополняя его щупами из веерного набора. Полученная величина расстояния между прутком и оправкой и есть базовая для данного картера.
Закрепляем картер в тисках так, чтобы его привалочная плоскость была горизонтальна, и кладем на нижние точки постелей подшипников дифференциала какой-нибудь цилиндрический пруток – например, подкаленный вороток из набора торцевых головок, предварительно проверив на плоскости, что он абсолютно прямой. Теперь измеряем расстояние между прутком и оправкой, что удобно делать, используя в качестве щупа сами регулировочные кольца, если они у вас есть в достаточном ассортименте. В каталоге деталей приведено 17 типоразмеров толщиной от 2,55 до 3,35 мм через каждые 0,05 мм. Кольца не маркированы, но измерить толщину каждого штангенциркулем нетрудно. Впрочем, достаточно применить всего одно кольцо, которое проходит под прутком с зазором, дополняя его щупами из веерного набора. Полученная величина расстояния между прутком и оправкой и есть базовая для данного картера.
Чтобы согласовать ее с новой главной парой, вычитаем из нее величину поправки, нанесенной электрографическим карандашом в средней части ведущей шестерни. Маркировка, выполненная неаккуратным, размашистым почерком, включает четыре цифры номера главной пары (он же набит на ведомой шестерне) и одну-две цифры поправки со знаком ”+” или ”–”, обозначающие сотые доли миллиметра. Например, база картера 2,65 мм, а поправка ”–7”. Вычитаем: 2,65 – (–0,07) = 2,65 + 0,07 = 2,72. Значит, под задний подшипник ведущей шестерни надо ставить кольцо толщиной 2,70 или 2,75 мм. Если такого у вас нет, можно подшлифовать более толстое, например, в токарном станке или, на худой конец, растирая его на плоскости с наждачной бумагой.
Порядок подбора регулировочного кольца ведущей шестерни можно значительно упростить, если вы собираете редуктор в старом картере. Подшипники 6-7807У и 6-7705У, выпускаемые заводом ВПЗ-15, настолько точны по высоте, что установка новых вместо изношенных не требует изменения толщины регулировочного кольца. Таким образом, при замене главной пары осевое положение новой ведущей шестерни будет отличаться от положения старой только на величину разницы их поправок. Например, на старой шестерне электрографом написано ”-12”, а на новой ”4”. Измерять базу картера с помощью специальной оправки и щупов в данном случае необязательно. Разница двух поправок составит 4 – (-12) = 16. Значит, регулировочное кольцо для новой ведущей шестерни должно быть на 0,16 мм тоньше, чем то, что стояло на старой. При обратном соотношении поправок (на старой ”4”, а на новой ”-12”) кольцо должно быть на 0,16 мм толще. Применять этот способ разумно, если вы уверены, что первоначально редуктор собирали на заводе. Если есть подозрение, что агрегат уже был в ремонте, где горе-мастера могли поставить кольцо произвольно, лучше перестраховаться и измерить базу картера с помощью оправки. Последнюю, кстати, можно сделать из старой ведущей шестерни, приварив к плоскости венца подходящую пластину, а затем проторцевать ее до высоты головки 50–0,02 мм. Шейки под подшипники надо прошлифовать до свободной их посадки.
 При установке ведущей шестерни в картер имеет смысл отказаться от штатной распорной втулки – ее упругих свойств вряд ли хватит надолго, преднатяг в подшипниках ослабнет и, возможно, уже через год агрегат вновь придется перебирать. Но ничто не мешает нам поставить жесткую, недеформируемую втулку. Именно так, подбирая толщину пакета регулировочных прокладок между жесткой втулкой и подшипником, собирали редукторы в ”дожигулевские” времена – трудоемко, зато надежно! Втулку заказываем токарю, учитывая, что размер 48 мм дан с запасом – постепенно укорачивая деталь (например, напильником или на наждаке), мы установим нужный преднатяг в подшипниках.
При установке ведущей шестерни в картер имеет смысл отказаться от штатной распорной втулки – ее упругих свойств вряд ли хватит надолго, преднатяг в подшипниках ослабнет и, возможно, уже через год агрегат вновь придется перебирать. Но ничто не мешает нам поставить жесткую, недеформируемую втулку. Именно так, подбирая толщину пакета регулировочных прокладок между жесткой втулкой и подшипником, собирали редукторы в ”дожигулевские” времена – трудоемко, зато надежно! Втулку заказываем токарю, учитывая, что размер 48 мм дан с запасом – постепенно укорачивая деталь (например, напильником или на наждаке), мы установим нужный преднатяг в подшипниках.
ВНИМАНИЕ! На рисунке неправильно указана длина распорной втулки – должно быть 48, а не 44! (ALER: Исправил цифру 4 на 8).
 Как правило, приходится 10–15 раз снимать и ставить шестерню, прежде чем удастся точно подобрать длину втулки. При этом контролируют два параметра: момент затяжки гайки фланца (не менее 12 кгс.м) и момент проворачивания шестерни в подшипниках (16–20 кгс.см). Причем вместо вазовского динамометра 02.7812.9501 вполне сгодятся бытовые весы – безмен с метровым куском бечевки. Один ее конец плотно наматываем на фланец, а за петлю второго зацепляем крючок безмена (см. рис.). Теперь, потянув за кольцо перпендикулярно оси шестерни, можно зафиксировать истинный момент проворачивания, пока бечевка, сматываясь с фланца, равномерно прокрутит его на несколько оборотов. С учетом среднего радиуса намотки (22–25 мм) безмен должен показать 7–9 кг для новых подшипников и 2–3 кг для тех, что уже стояли в редукторе в течение пробега не менее 30 км.
Как правило, приходится 10–15 раз снимать и ставить шестерню, прежде чем удастся точно подобрать длину втулки. При этом контролируют два параметра: момент затяжки гайки фланца (не менее 12 кгс.м) и момент проворачивания шестерни в подшипниках (16–20 кгс.см). Причем вместо вазовского динамометра 02.7812.9501 вполне сгодятся бытовые весы – безмен с метровым куском бечевки. Один ее конец плотно наматываем на фланец, а за петлю второго зацепляем крючок безмена (см. рис.). Теперь, потянув за кольцо перпендикулярно оси шестерни, можно зафиксировать истинный момент проворачивания, пока бечевка, сматываясь с фланца, равномерно прокрутит его на несколько оборотов. С учетом среднего радиуса намотки (22–25 мм) безмен должен показать 7–9 кг для новых подшипников и 2–3 кг для тех, что уже стояли в редукторе в течение пробега не менее 30 км.
Подобрав длину втулки, вновь разбираем узел, промываем детали и внимательно их осматриваем. При окончательной сборке обязательно ставим новые сальник 2 (см. рис. ниже) и, как правило, маслоотражатель 3 – старый, продавленный непригоден. На фланце 1 не должно быть канавки от работы сальника. Резьбу шестерни обезжириваем растворителем и смазываем надежным клеем (эпоксидным, полиэфирным, ”Моментом” и т. п.). Гайку фланца 27 (обязательно новую – та, которую многократно заворачивали при регулировке, не годится) затягиваем ”от души” – 30 кгс.м резьба выдерживает с большим запасом. Теперь, когда все детали на ведущей шестерне стянуты усилием 60 тонн в жесткий, ”монолитный” блок, можно быть уверенным – долгие годы преднатяг подшипников будет в норме. Приклеенная гайка не отвернется, ослабнуть и разболтаться, как в штатном варианте, здесь ничего уже не может.
 Переходим к сборке дифференциала. На ”Жигулях” этот узел выполнен превосходно и поэтому очень надежен. В отличие от дифференциалов переднеприводных машин, здесь есть возможность полностью убрать зазор в зацеплении полуосевых шестерен и сателлитов. К тому же пальцу сателлитов 10 не позволяет выпасть сама шестерня главной пары 11 – это гораздо надежнее штифтов и стопорных колец. При сборке все детали, кроме опорных шайб 7, как правило, остаются ”родные”, лишь на машинах с большим пробегом иногда приходится заменять полуосевые шестерни 8, если у них изношены шлицы. Изредка прибегают к замене пальца 10 – сателлиты 9 ”проедают” в нем канавки, когда машину эксплуатируют на глинистых или заснеженных дорогах с частой пробуксовкой одного из ведущих колес.
Переходим к сборке дифференциала. На ”Жигулях” этот узел выполнен превосходно и поэтому очень надежен. В отличие от дифференциалов переднеприводных машин, здесь есть возможность полностью убрать зазор в зацеплении полуосевых шестерен и сателлитов. К тому же пальцу сателлитов 10 не позволяет выпасть сама шестерня главной пары 11 – это гораздо надежнее штифтов и стопорных колец. При сборке все детали, кроме опорных шайб 7, как правило, остаются ”родные”, лишь на машинах с большим пробегом иногда приходится заменять полуосевые шестерни 8, если у них изношены шлицы. Изредка прибегают к замене пальца 10 – сателлиты 9 ”проедают” в нем канавки, когда машину эксплуатируют на глинистых или заснеженных дорогах с частой пробуксовкой одного из ведущих колес.
При сборке узла обычно требуется поставить новые опорные шайбы 7 – более толстые, чем ”родные”. Полуосевые шестерни должны быть посажены в дифференциал плотно, но проворачиваться от руки – именно это обеспечивает ”жигулевским” мостам бесшумную и плавную, без рывков, работу (что всегда вызывало зависть владельцев ”москвичей”). Всего есть семь типоразмеров опорных шайб толщиной от 1,8 до 2,1 мм (через каждые 0,05 мм), причем для любого редуктора одинаково пригодны как бронзовые (”классические”), так и стальные (”нивовские”). Если нет шайб нужной толщины, их легко сделать на токарном станке – деталька-то примитивная.
 Завершающий этап – установка дифференциала в сборе с ведомой шестерней главной пары в картер. Наживив гайки подшипников 14 и проверив легкость их вращения в резьбе, затягиваем как следует (4,4–5,5 кгс.м) болты 20, убедившись, что ни одна из четырех гроверных шайб 21 не расползлась из-под шестигранной головки. В противном случае ее следует сразу заменить, иначе редуктор развалится на ходу, не протянув и тысячи километров.
Завершающий этап – установка дифференциала в сборе с ведомой шестерней главной пары в картер. Наживив гайки подшипников 14 и проверив легкость их вращения в резьбе, затягиваем как следует (4,4–5,5 кгс.м) болты 20, убедившись, что ни одна из четырех гроверных шайб 21 не расползлась из-под шестигранной головки. В противном случае ее следует сразу заменить, иначе редуктор развалится на ходу, не протянув и тысячи километров.
Отрегулировать боковой зазор в главной паре и преднатяг подшипников дифференциала можно и без чудовищного по сложности приспособления с двумя индикаторами (А.95688/R), упомянутого в инструкции. Все это громоздкое хозяйство вполне заменит большой штангенциркуль (см. рис.). Измеряем расстояние между крышками подшипников до затяжки гаек и после. Разница должна составить 0,2 мм – это и обеспечивает нужный преднатяг. Чтобы одновременно отрегулировать и боковой зазор в шестернях, обычно действуют по следующей методике. Вращением одной из гаек 14 (другая только наживлена) подводят ведомую шестерню к ведущей до полного устранения зазора в зацеплении. Затем заворачивают до упора и затягивают на 1–2 зуба другую гайку, при этом штангенциркуль показывает увеличение расстояния между крышками подшипников примерно на 0,1 мм. Теперь проверяем боковой зазор, причем безо всякого индикатора. Требуемые 0,08–0,13 мм – не что иное, как минимально ощутимый пальцами люфт в зацеплении, сопровождающийся легким стуком зуба о зуб. Достаточно едва-едва раздвинуть шестерни от беззазорного положения, чтобы он появился. Дополнительно подтягивая обе гайки 14, добиваемся расхождения крышек подшипников до 0,2 мм при сохранении требуемого зазора в главной паре.
Перед тем как установить стопорные пластины 16 и 17, медленно проворачиваем ведомую шестерню на три оборота, прощупывая люфт в зацеплении на каждом зубе. Если он минимален и равномерен для любого положения шестерен, считайте, что редуктор отрегулирован идеально. Если в каком-то секторе зубьев зазор исчезает, вызывая тугое проворачивание главной пары, агрегат надо вновь разбирать. Биение коробки дифференциала 12 легко устранить в токарном станке, проторцевав привалочную плоскость под ведомую шестерню. А можно просто поставить новую коробку. Отдельные ”специалисты” порой допускают установку ”кривой” коробки дифференциала, регулируя боковой зазор в самом тугом положении. Но поскольку наш сегодняшний разговор посвящен индивидуальной и высококачественной сборке редуктора ”для себя”, подобные рекомендации здесь неприемлемы.
Итак, редуктор ”штучного изготовления” готов прослужить вам до списания машины. Но прежде чем ставить его на место, убедитесь, что балка заднего моста не погнута. Такое нередко бывает после езды с перегрузкой, а несоосность полуосей быстро выводит из строя их шлицевое соединение с шестернями дифференциала. Для проверки вовсе не обязательно иметь огромную поверочную плиту, фланцы, призмы и прочее, перечисленное в инструкции. Достаточно просто посмотреть сквозь пустую балку – все четыре отверстия для полуосей (два во фланцах и два около полости редуктора) должны располагаться строго на одной линии, а малейшее искривление сразу заметно на глаз. В этом случае балку придется заменить.
Вот по этой методике я и перебираю РЗМы.
Дополнение от 01.08.12, автор Scout-22.
Прикладываю пару файлов, чтобы можно было принести токарю готовые чертежи.
Первая картинка – превьюшка, кликните, чтобы открыть файл в полном размере в новом окне:
Для ограничения осевых смещений ведущей шестерни под рабочими нагрузками очень важно создать в ее подшипниках предварительный натяг в заданных пределах. Натяг контролируют динамометром 02.7812.9501 (рис. 3-78), замеряющим момент сопротивления проворачиванию ведущей шестерни.
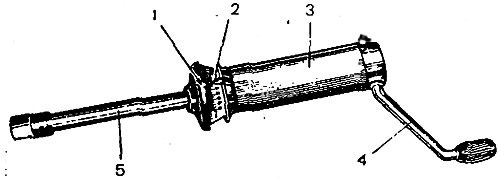
Рис. 3-78. Динамометр 02.7812.9501: 1 – подвижный указатель; 2 – указатель ограничения крутящего момента; 3 – корпус; 4 – рукоятка; 5 – стержень с наконечником, вставляемым в переходную втулку
Моментом сопротивления проворачиванию определяется степень затягивания подшипников. Он должен быть 157-196 Н·см (16-20 ктс·см) для новых подшипников, 39,2-58,8 Н·см (4-6 кгс·см) — для подшипников после пробега 30 км и более.
Затягивать гайку фланца нужно моментом 118-255 Н·м (12-26 кгс·м) периодически проверяя динамометром момент сопротивления подшипников проворачиванию ведущей шестерни.
Для проверки момента сопротивления наденьте динамометр на переходную втулку 3 (рис. 3-79), установите указатель 2 (рис. 3-78) ограничения момента наделение шкалы, соответствующее 196 Н·см (20 кгс·см), и рукояткой 4 сделайте несколько оборотов по ходу часовой стрелки. Во время проворачивания ведущей шестерни подвижный указатель 1 не должен переходить за указатель 2 и должен показывать не менее 157 Н·см (16 кгс·см).
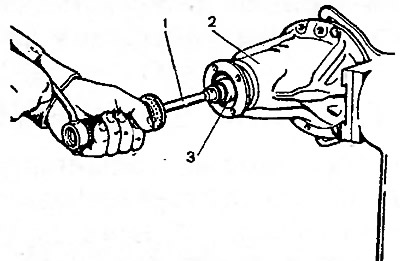
Рис. 3-79. Проверка предварительного натяга подшипников ведущей шестерни: 1 – динамометр 02.7812.9501; 2 – картер; 3 – переходная втулка
Если момент сопротивления проворачиванию меньше 157 Н·см (16 кгс·см), а для подшипников после 30 км пробега 39,2 Н·см (4 кгс·см), то подтяните гайку фланца ведущей шестерни (не превышая заданный момент затягивания) и проверьте вновь момент сопротивления проворачиванию ведущей шестерни.
Если момент сопротивления проворачиванию оказался более 196 Н·см (20 кгс·см), а для приработанных подшипников 58,8 Н·см (6 кгс·см), что указывает на завышенный предварительный натяг подшипников, замените распорную втулку новой, поскольку она от чрезмерной нагрузки деформировалась до размера, не позволяющего провести регулировку правильно. После замены распорной втулки повторите сборку с соответствующими регулировками и проверками.
Установка коробки дифференциала
Установите в картер предварительно собранную коробку дифференциала вместе с наружными кольцами подшипников.
Установите две регулировочные гайки 4 (рис. 3-80) так, чтобы они соприкасались с кольцами подшипников.
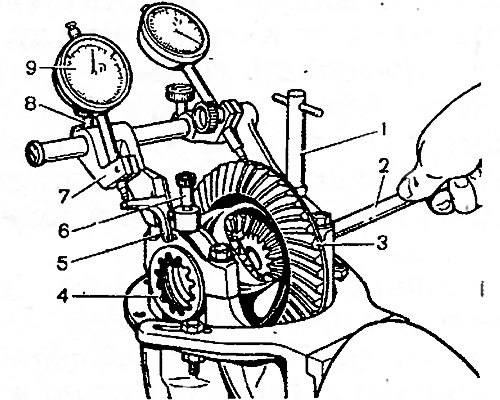
Рис. 3-80. Проверка предварительного натяга подшипников коробки дифференциала приспособлением A.95688/R: 1 – винт приспособления; 2 – ключ А.55085; 3 – ведомая шестерня; 4 – регулировочная гайка; 5 – промежуточный рычаг; 6 – винт крепления; 7 – кронштейн индикатора; 8 – винт крепления кронштейна; 9 – индикатор для проверки предварительного натяга подшипников
Установите крышки подшипников и затяните болты крепления динамометрическим ключом.
Предварительный натяг подшипников коробки дифференциала и регулировка бокового зазора в зацеплении шестерен главной передачи
Эти операции выполняют одновременно при помощи приспособления A.95688/R и ключа А.55085.
Закрепите на картере редуктора приспособление (рис. 3-80) винтами 1 и 6, ввернув их в отверстия под болты крепления стопорных пластин регулировочных гаек.
По направляющей приспособления сместите кронштейн 7 до соприкосновения рычага 5 с наружной боковой поверхностью крышки и затяните винт 8.
Ослабьте винты 1 и 3 (рис. 3-81) и установите кронштейн 4 гак, чтобы ножка индикатора 2 опиралась на боковую поверхность зуба ведомой шестерни у края зуба, затем затяните винты 1 и 3.
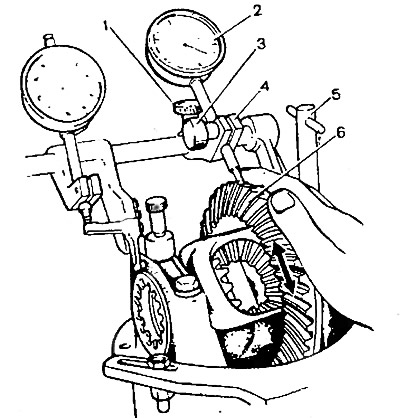
Рис. 3-81. Проверка бокового зазора в зацеплении шестерен главной передачи приспособлением A.95688/R: 1 – винт крепления кронштейна; 2 – индикатор для проверки бокового зазора в зацеплении шестерен; 3 – винт крепления стержня индикатора; 4 – кронштейн индикатора; 5 – винт крепления; 6 – ведомая шестерня
Поворачивая регулировочные гайки, предварительно отрегулируйте боковой зазор между зубьями ведущей и ведомой шестерен в пределах 0,08-0,13 мм. Зазор проверяют по индикатору 2 при покачивании шестерни 6. При этом подшипники не должны иметь предварительного натяга. Регулировочные гайки должны находиться только в соприкосновении с подшипниками, в противном случае нарушается правильность измерения предварительного натяга.
Последовагельно и равномерно затяните две регулировочные гайки подшипников, при этим крышки подшипников дифференциала расходятся и, следовательно, увеличивается расстояние «D» (рис. 3-82). Это расхождение отмечает индикатор 9 ( рис. 3-80), на ножку которого действует рычаг 5. Гайки для регулировки подшипников коробки дифференциала затягивают до увеличения расстояния «D» (рис. 3-82) на 0,14-0,18 мм.
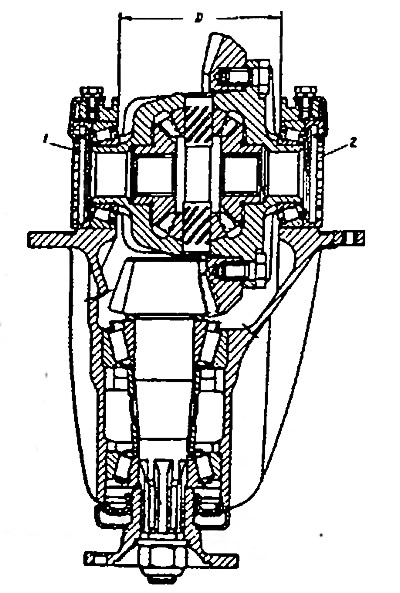
Рис. 3-82. Схема для проверки предварительного натяга подшипников коробки дифференциала: D – расстояние между двумя крышками подшипников дифференциала; 1, 2 – регулировочные гайки
Установив точный предварительный натяг подшипников коробки дифференциала, окончательно проверьте боковой зазор в зацеплении шестерен главной передачи, который не должен изменяться.
Если зазор в зацеплении шестерен больше 0,08-0,13 мм, то приблизьте ведомую шестерню к ведущей или отодвиньте, если зазор меньше. Чтобы сохранить установленный предварительный натяг подшипников, перемещайте ведомую шестерню, подтягивая одну из регулировочных гаек подшипников и ослабляя другую на тот же самый угол.
Для точного выполнения этой операции следите за индикатором 9 (рис. 3-80), котооый показывает величину ранее установленного предварительного натяга подшипников. После затягивания одной из гаек показание индикатора изменится, так как увеличится расхождение «D» (рис. 3-82) крышек и предварительный натяг подшипников. Поэтому другую гайку ослабляйте до тех пор, пока стрелка индикатора не вернется в первоначальное положение.
После перемещения ведомой шестерни, по индикатору 2 (рис. 3-81) проверьте величину бокового зазора Если зазор не соответствует норме, повторите регулировку.
Снимите приспособление A.95688/R, установите стопорные пластины регулировочных гаек и закрепите их болтами с пружинными шайбами. В запасные части поставляют стопорные пластины двух типов: с одной или двумя лапками в зависимости от положения прорези гайки.
Регулировку и ремот узлов редуктора выполняют на стенде, на котором можноп акже испытать редуктор на шум и проверить расположение и форму пятна контакта на рабочих поверхностях зубьев, как указано ниже.