Основными дефектами коленчатого вала являются изгиб, износ шатунных и коренных шеек, износ отверстия под подшипник ведущего вала коробки передач и отверстий фланца под болты маховика. Если размер отверстия под подшипник ведущего вала коробки передач увеличен, отверстие подлежит ремонту путем постановки дополнительной втулки из стали.
При увеличении диаметра отверстий под болты крепления маховика их развертывают до ремонтного размера.
Существуют допустимые биения основных поверхностей коленчатого вала двигателя, величины которых для двигателя ВАЗ-2108 приведены на рис. 150 . При биении средних коренных шеек вала относительно крайних более 0,1 мм (с учетом износа) вал подлежит правке. Перед правкой вал устанавливают в электропечь, выдерживают в ней 30 мин при 160. 200 °С.

Рис. 150. Допустимые биения основных поверхностей коленчатого вала.
При правке коленчатый вал укладывают коренными шейками на призмы, установленные на столе пресса или плите приспособления. Точка наибольшего отклонения (изгиба) коленчатого вала должна находиться под рабочим поршнем пресса. Вал правят с помощью призмы пуансоном пресса по трем средним коренным шейкам. Поскольку остаточные напряжения, возникающие на коленчатом валу в результате правки, через некоторое время могут нарушить соосность коренных шеек, коленчатый вал необходимо править непосредственно перед шлифованием шеек.
Износ шатунных и коренных шеек коленчатого вала устраняют шлифованием под ремонтные размеры. При шлифовании шеек в качестве установочных баз можно использовать шейку под распределительную шестерню и фланец крепления маховика или фаски отверстий под храповик и подшипник. В первом случае вал закрепляют в патронах шлифовального станка за шейку и фланец, во втором устанавливают в центрах. Опыт показывает, что поверхность фасок, как правило, бывает повреждена, поэтому перед шлифованием шеек необходимо править центры вала. Если шлифованием под ремонтные размеры не удается устранить износы шеек, шейки вала подвергают наплавке с последующим шлифованием под номинальный размер. Завершают обработку шеек вала полированием или суперфинишированием до получения требуемой шероховатости поверхности.
В зависимости от наименьшего диаметра, полученного при обмере и рекомендуемого техническими условиями, для всех шатунных шеек устанавливают один ремонтный размер и один для коренных шеек. Ремонтные размеры для вкладышей и уменьшаются по диаметру на 0,25 или 0,125 мм в зависимости от модели двигателя для каждого последующего ремонтного размера ( табл. 9 ).
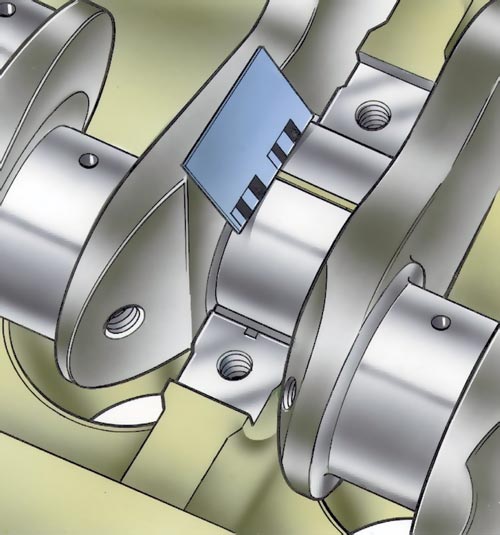
Снимаем крышку шатуна вместе с вкладышем

Отсоединяем от коленвала остальные шатуны и сдвигаем их вверх
Вынимаем вкладыши из шатунов и их крышек.
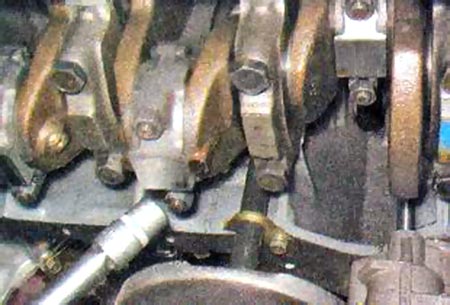
Торцовым ключом на 17 мм ослабляем болты крепления крышек коренных подшипников коленвала

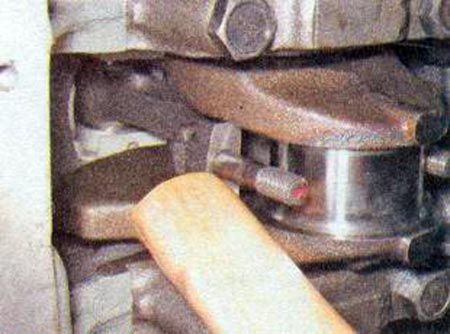
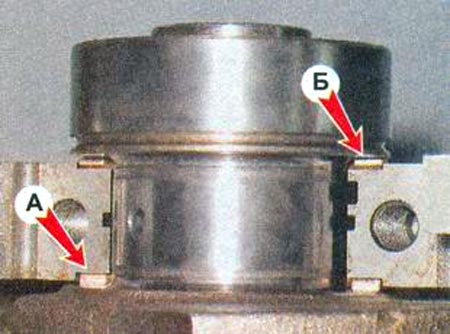
Отвернув два болта, снимаем крышку заднего коренного подшипника. В проточках задней опоры коленчатого вала установлены два упорных полукольца. Переднее кольцо А — сталеалюминевое, а заднее Б — металлокерамическое. Кольца можно вынуть, нажав на их торцы тонкой отверткой.
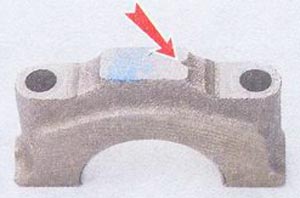
Отворачиваем болты остальных крышек коренных подшипников, удерживая коленчатый вал от падения. Снимаем поочередно крышки и вынимаем коленвал из картера двигателя. Все вкладыши крышек (кроме третьей), установленные в постелях коренных подшипников, имеют проточку. На крышках коренных подшипников выполнены метки, соответствующие их порядковому номеру (отсчет от носка коленчатого вала), обращенные к левой стороне блока цилиндров. На пятой крышке выполнены две метки, разнесенные по краям.
Для замены вынимаем вкладыши коренных подшипников коленвала из блока цилиндров и крышек. Если износ или овальность больше 0,03 мм, то шейки коленвала необходимо прошлифовать в специализированной мастерской, где имеется в наличии необходимое оборудование (там же необходимо проверить осевое биение основных поверхностей коленчатого вала). После шлифовки коленвала, повторно измеряем диаметры шеек коленвала для определения ремонтного размера вкладышей.
Микрометром измеряем диаметры коренных и шатунных шеек коленвала и сравниваем с данными, приведенными в таблице.
Основные размеры шатунных и коренных шеек коленчатого вала и их галтелей
Установка коленвала на автомобиль
- Промываем коленвал в керосине и продуваем сжатым воздухом его внутренние полости. Устанавливаем новые вкладыши коренных подшипников коленвала номинального или ремонтного размера. На наружной цилиндрической поверхности вкладышей выбиты цифры, указывающие ремонтный размер: 025 — первый ремонтный, под шейку коленвала, уменьшенную по диаметру на 0,25 мм. Соответственно при втором, третьем и четвертом ремонтных размерах будут значения: 050, 075, 100. Отличить шатунные вкладыши от коренных просто. На верхних коренных вкладышах (кроме среднего) выполнены кольцевые канавки. Кроме того, вкладыши коленвала средней опоры шире остальных. Шатунные вкладыши коленвала все одинаковые и взаимозаменяемые, диаметр шатунных вкладышей меньше диаметра коренных. Для увеличения площади контакта на шатунных вкладышах нет кольцевых канавок
- Устанавливаем в проточки постели пятого коренного подшипника упорные полукольца канавками к коленвалу. Полукольца изготавливаются нормальной толщины (2,310—2,360 мм) и увеличенной (2,437—2,487 мм)
- Проверяем осевой зазор между упорными полукольцами и упорными поверхностями коленвала, который должен быть в пределах 0,06—0,26 мм. Если зазор превышает максимально допустимый (0,35 мм), заменяем упорные полукольца новыми, увеличенными на 0,127 мм.
- Смазываем шатунные и коренные шейки коленвала моторным маслом и устанавливаем коленчатый вал в блок цилиндров
- В соответствии с метками устанавливаем крышки коренных подшипников и затягиваем болты их крепления моментом 68,4—84,3 Нм. Проверяем свободное вращение коленвала
- Устанавливаем на коленвал шатуны с вкладышами и крышками. Затягиваем гайки креплений моментом 43,4—53,5 Н-м.
- Устанавливаем на автомобиль поддон картера двигателя
- Устанавливаем на блок цилиндров держатель с сальником
- Установка остальных снятых деталей на автомобиль выполняется в обратной последовательности
- Регулируем натяжение цепи грм
- Регулируем натяжение ремня привода генератора
- На карбюраторном двигателе автомобиля проверяем и при необходимости регулируем угол опережения зажигания
Очистка каналов системы смазки
Для очистки удалите заглушки каналов. Затем прогоните гнезда заглушек зенкером А.94016/10, надетым на шпиндель А.94016, тщательно промойте каналы бензином и продуйте сжатым воздухом.
Оправкой А.86010 запрессуйте новые заглушки и для большей надежности зачеканьте каждую заглушку в 3-х точках кернером.
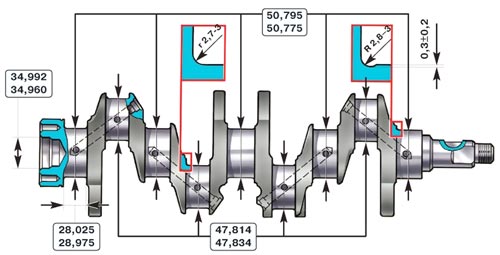
Коренные и шатунные шейки
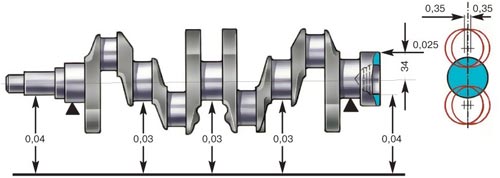
Допустимые биения основных поверхностей коленчатого вала
Проверка. Установите коленчатый вал на две призмы и проверьте индикатором:
— биение коренных шеек (максимально допустимое 0,03 мм);
— биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач; максимально допустимое 0,04 мм;
— смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек (максимально допустимое ±0,35 мм);
— неперпендикулярность по отношению к оси коленчатого вала торцевой поверхности фланца. При проворачивании вала, индикатор, установленный сбоку, на расстоянии 34 мм от оси вала, не должен показывать биения более 0,025 мм.
На коренных, шатунных шейках и на щеках коленчатого вала трещины не допускаются. Если они обнаружены, замените вал.
На поверхностях коленчатого вала, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек больше 0,03 мм, а также если на шейках есть задиры и риски.
Шлифование шеек. Коренные и шатунные шейки шлифуйте, уменьшая на 0,25 мм так, чтобы получить, в зависимости от степени износа, диаметры, соответствующие значениям, приведенным в таблице и радиусы галтелей шеек, как указано на первом рисунке.
Диаметры шатунных и коренных шеек коленчатого вала
| номинальный размер (мм) | ремонтные (уменьшенные) размеры (мм) | |||
| 025 | 050 | 075 | 100 | |
| шатунные шейки коленчатого вала | ||||
| 47,814 | 47,564 | 47,314 | 47,064 | 46,814 |
| 47,834 | 47,584 | 47,334 | 47,084 | 46,834 |
| коренные шейки коленчатого вала | ||||
| 50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
| 50,795 | 50,545 | 50,295 | 50,045 | 49,795 |
Вкладыши коренных подшипников
На вкладышах не производите никаких подгоночных операций. При задирах, рисках или отклонениях антифрикционного слоя замените вкладыши.
Проверьте зазор между вкладышами и шейками коленчатого вала:
— расположите отрезок калиброванной пластмассовой проволоки на проверяемой шейке;
— установите крышки с коренными вкладышами и затяните крепежные болты крышек моментом 80, 4 Н·м (8,2 кгс·м).
Определение зазора по шкале
1 — шкала; 2 — калиброванная проволока
— снимите крышки и по величине сплющивания проволоки по шкале упаковки определите величину зазора.
Зазор между шейками коленчатого вала и вкладышами можно также определить расчетом, измерив диаметры коренных шеек, постелей под вкладыши и толщину вкладышей.
Номинальный расчетный зазор составляет 0,050–0,095 мм. Если он меньше предельного (0,15 мм), то можно снова использовать эти вкладыши. При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то замените вкладыши ремонтными (увеличенной толщины, см. табл.).
Толщина вкладышей коренных подшипников, мм
| Номинальная | Увеличенная (ремонтная) | |||
| 0,25 | 0,50 | 0,75 | 1,0 | |
| 1,824 | 1,949 | 2,074 | 2,199 | 2,324 |
| 1,831 | 1,956 | 2,081 | 2,206 | 2,331 |
Признаком правильности сборки и сопряжения шеек с вкладышами является свободное вращение коленчатого вала.
Цифры 0,25; 0,50 и т. д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифования.

После разборки двигателя тщательно очистите, промойте и просушите все детали.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого поршневого кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.
3. Проверьте зазоры между кольцами и канавками на поршне.
Номинальный зазор поршневых колец, мм:
верхнее компрессионное кольцо 1 — 0,04-0,075;
нижнее компрессионное кольцо 2 — 0,03-0,065;
маслосъемное кольцо 3 — 0,02-0,055.
Предельно допустимый зазор для всех поршневых колец — 0,15 мм.
4. Наиболее точно зазоры поршневых колец можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину поршневого кольца в нескольких местах по окружности, затем…
5. …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной поршневого кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
6. Измерьте зазоры в замках поршневых колец, вставив поршневое кольцо в специальную оправку. При отсутствии оправки вставьте поршневое кольцо в цилиндр (в котором поршневое кольцо работало), продвиньте поршнем как оправкой поршневое кольцо в цилиндр, чтобы поршневое кольцо установилось в цилиндре ровно, без перекосов и…
7. …щупом измерьте зазор в замке поршневого кольца. Номинальный зазор поршневого кольца должен быть 0,25-0,45 мм, предельно допустимый (в результате износа) -1,0 мм. Если зазор превышает предельно допустимый, замените поршневое кольцо.
8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
Рис. 4.9. Места измерения зазоров цилиндра
10. Затем измерьте диаметры цилиндра в двух перпендикулярных плоскостях (см. рис. 4.9.) (вдоль В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер.
11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости от диаметров делят на пять классов: А, В, С, D, Е (табл. 4.1).
В запасные части поставляются поршни номинального размера трех классов А, С, Е и двух ремонтных размеров. Первый ремонтный — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться поршни одной группы. Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбито число «40», на кольцах второго ремонтного размера — «80».
Таблица 4.1 Номинальные размеры цилиндров и поршней
Класс Диаметр, мм
цилиндра поршня
А 82,00-82,01 82,00-82,01
В 82,01-82,02 82,01-82,02
С 82,02-82,03 82,02-82,03
D 82,03-82,04 82,03-82,04
Е 82,04-82,05 82,04-82,05
12. На блоке цилиндров группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра. 13. На днище поршня выбиваются следующие данные:
1 — класс поршня по отверстию под поршневой палец;
2 — класс поршня по диаметру;
3 — стрелка, показывающая направление установки поршня;
4 — ремонтный размер (1-й ремонтный — треугольник, 2-й ремонтный — квадрат);
5 — группа по массе (нормальная «Г», увеличенная на 5 г «+», уменьшенная на 5 г «-»).
14. Поршневые пальцы с трещинами замените. Поршневой палец должен легко входить в поршень от усилия большого пальца руки. Вставьте поршневой палец в поршень. Если при покачивании поршневого пальца ощущается люфт, замените поршень. При замене поршня подберите к нему поршневой палец по классу
Таблица 4.2 Классы поршневых пальцев, поршней и шатунов
Размерная группа Модель двигателя ВАЗ 2108
Диаметр цилиндра, мм Диаметр поршня, мм
А 76,00-76,01 75,965-75,975
В 76,01-76,02 75,975-75,985
С 76,02-76,03 75,985-75,995
D 76,03-76,04 75,995-75,005
Е 76,04-76,05 75,005-75,015
Размерная группа Модель двигателя ВАЗ 21083
Диаметр цилиндра, мм Диаметр поршня, мм
А 82,00-82,01 81,965-81,975
В 82,01-82,02 81,975-81,985
С 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
Е 82,04-82,05 82,005-82,015
(табл. 4.2). Поршневые пальцы разбиты по диаметру на три класса (1-, 2-, 3-й) через 0,004 мм. Класс поршневого пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу — на крышке шатуна.
15. Замените сломанные поршневые кольца и расширитель маслосъемного кольца.
16. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
17. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
18. Вставьте поршневой палец в верхнюю головку шатуна. Если при покачивании поршенвого пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы (табл. 4.3).
Таблица 4.3 Класс шатуна по массе верхней и нижней головки
Масса головок шатуна, г Маркировка
верхний нижний буквой краской
184+2 489±3 Ф Красный
495+3 Л Зеленый
501±3 Б
188+2 489+3 X
495±3 М
501+3 В
192+2 489±3 Ц
495±3 Н
501+3 Г Голубой
19. В двигателе автомобилей ваз 2108 , ваз 2109, ваз 21099 должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на крышке шатуна: 1 — класс шатуна по массе (буква или краска), 2 — класс шатуна по поршневому пальцу.
20. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленвал необходимо заменить.
21. Промерьте коренные и шатунные шейки коленвала.
Номинальные диаметры шеек коленвала, мм:
коренных-50,799-50,819;
шатунных-47,830-47,850.
Если износ или овальность шеек коленвала превышает 0,03 мм, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек коленвала:
первый — 0,25 мм;
второй — 0,5 мм;
третий — 0,75 мм;
четвертый -1,00 мм.
22. Если на коренных и шатунных шейках коленвала 1 есть незначительные задиры, риски, царапины, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера. Работу по шлифовке шеек коленвала рекомендуется выполнять в специализированной мастерской. После отполируйте шейки коленвала и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленвал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек коленвала после шлифовки не должна превышать 0,005 мм. После шлифовки шеек коленвала установите вкладыши ремонтных размеров. 23. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
24. Измерьте осевой зазор коленвала. Для этого установите коленвал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников (см. «Сборка двигателя»).
25. Установите индикатор так, чтобы его ножка упиралась во фланец коленвала. Сдвиньте коленвал до упора от индикатора и установите стрелку индикатора на 0. Сдвиньте коленвал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленвала равен 0,0б-0,26 мм, предельно допустимый осевой зазор коленвала — 0,35 мм. Если осевой зазор коленвала превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального -2,31-2,36 мм и ремонтного (увеличенного на 0,127 мм) — 2,437-2,487 мм.
26. Осмотрите шатунные и коренные вкладыши. Если на шатунных и коренных вкладышах есть трещины, задиры, выкрашивание — замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина коренных и шатунных вкладышей, мм:
коренных-1,824-1,831;
шатунных -1,723-1,730.
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины:
первый — на 0,25 мм;
второй — на 0,5 мм;
третий — на 0,75 мм;
четвертый — на 1,00 мм.
27. Проверьте зазоры между вкладышами коренных подшипников и шейками коленвала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметр шеек и диаметры коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленвала равны:
коренные подшипники (номинальный) -0,026-0,073 мм, предельно допустимый -0,15 мм;
шатунные подшипники (номинальный) -0,02-0,07 мм, предельно допустимый -0,1 мм.
Если зазор превышает предельно допустимый, коленвал необходимо прошлифовать под следующий ремонтный размер.
28. В специализированной мастерской можно замерить биение шеек коленвала. Биение шеек коленвала должно составлять:
коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса — не более 0,03 мм;
посадочная поверхность под маховик — не более 0,04 мм;
посадочная поверхность под шкивы и сальники — не более 0,05 мм.
29. Тщательно прочистите и промойте масляные каналы коленвала.
30. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
31. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
32. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив водяной насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок цилиндров негерметичен и блок цилиндров надо заменить.
33. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок цилиндров ремонту не подлежит и блок цилиндров надо заменить.
34. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив диаметры цилиндров.