Уплотнения валов насосов
1. Сальниковая набивка (I поколение уплотнений)

Это одно из самых простых и недорогих уплотнений вала, которым пользовались не одно столетие и пользуются до сих пор.
Конструктивно представляет собой шнур 1, который укладывается в канавку корпуса насоса 3 вокруг вала и поджимается каким-либо способом (уплотняется крышкой сальника 2, которая затягивается винтами к корпусу насоса).
Название «сальниковая набивка» сохранилось со времен, когда в качестве уплотнительного шнура служила веревка пропитанная жиром.
В настоящее время, для уплотнения этого типа используются специальные шнуры, изготовленные из различных материалов и пропитанных специальными пропитками, в зависимости от перекачиваемой жидкости и рабочей температуре.
Данные уплотнения могут работать, если набивка постоянно находится в смоченном состоянии, для чего ее затягивают до такого состояния, чтобы при работе насоса через нее капала жидкость. Если затянуть набивку слишком сильно, то это может привести к перегреву сальникового узла и разрушению набивки. В связи с чем, такое уплотнение не может гарантировать полной герметичности.
Применяется одинарная сальниковая набивка и двойная.
Одинарная работает с жидкостями до +95°С, двойная до +140°С и более.
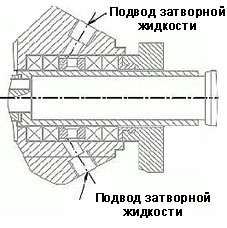
Особенностью эксплуатации двойного сальнака служит необходимость подвода затворной жидкости в камеру между уплотнениями. При этом давление затворной жидкости должно быть на 0,5 атм выше, чем давление в насосной части. На рисунке показано устройство двойного сальникового уплотнения.
– графитовые, на основе армированной фольги сечение от 3мм до 50мм
Такие сальниковые набивки обладают высокой упругостью, хорошей пластичностью при обжатии, имеют низкий коэффициент трения, высокую теплопроводность , исключают коррозионный и механический износ рабочей поверхности.
Применяются для использования в водяных насосах.
– из синтетических волокон сечение от3мм до 50мм
Набивки из синтетических волокон обладают высокой механической прочностью и стойкостью к абразивным средам. Они рекомендуются к применению в нефтеперерабатывающей, химической, целлюлозно-бумажной промышленности.

– фторопластовые (на основе экспандированного фторопласта) сечение от 3мм до 50мм
Фторопластовые набивки стойки к агрессивным средам, практически не имеют холодной текучести, при обжатии очень пластичны. Они рекомендуются к применению в фармацевтической, пищевой, целлюлозно-бумажной, химической промышленности.
Исключение составляют фторсодержащие жидкости.
-фторопластовые графитонаполненые (на основе экспандированного графитонаполненного фторопласта) сечение от 3мм до 50мм
Графитонаполненые сальниковые набивки обладают хорошей химической стойкостью во всех средах, высокой теплопроводностью, низким коэффициентом трения, высокой упругостью и пластичностью, практически не имеют холодной текучести.
Прочность этих набивок достигнута путём вплетения в угловую оплётку армидного волокна (кевлара)- это даёт возможность использовать данные набивки для надёжной герметизации оборудования служащего для перекачки сред содержащих абразивные частицы, песок, а также среды способные к крестализации. Они рекомендуются к применению в фармацевтической, пищевой, химической промышленности и энергетике.
– комбинированные (графит-фторопласт) сечение от 3мм до 50мм
Комбинированые набивки обладают высокой пластичностью, упругостью, имеют низкий коэффициент трения, наиболее долговечны в эксплуатации благодаря угловой оплётке, которая обеспечивает упрочнение набивки, исключая выдавливание материала зазоры сальника.
2. Манжетные уплотнения (II поколение уплотнений)
Эти уплотнения являются альтернативой сальниковой набивки и появились после изобретения резины.
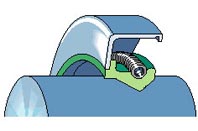
По конструкции представляет эластичную манжету, надетую на вал насоса, уплотнитель которой герметизирует вал за счет установленного пружинного кольца и давления жидкости в корпусе насоса .
Обычно, при установке в насосах, температура перекачиваемой жидкости не превышает +70. 90°С

Изготавливаются из резины различных марок:
– этилен-пропиленового каучука (EPDM) – для пищевой промышленности и щелочных жидкостей,
– нитриловой резины (NBR) – при перекачивании ГСМ,
– фторкаучуковой резины (Viton, FPM) при перекачивании кислотосодержащих жидкостей.
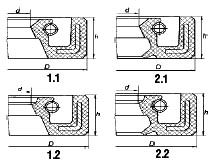
Манжеты могут изготавливаться в 4 исполнениях в соответствии с ГОСТ 8752-79.
Пример обозначения: 1.2-dxD, где 1.2 исполнение манжеты, d – диаметр вала, D – диаметр посадочного места в корпусе насоса.
Различаются:
– по типу манжеты (первая цифра): 1 – без пыльника, 2 с пыльником
– по исполнению манжеты (вторая цифра): 1 – с рабочей кромкой, полученной механической обработкой, 2 – с формованной рабочей кромкой.
Могут устанавливаться как по отдельности, так и последовательно по несколько штук.
3. Торцевые уплотнения (III поколение уплотнений)
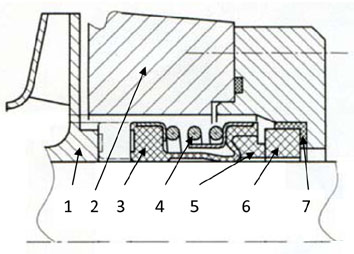
Такие уплотнения называют еще механическими. Торцевые уплотнения представляют собой сборочную единицу, состоящую из 2 основных частей: неподвижного элемента (кольцо 6 и уплотнительный элемент 7), который крепится в корпусе насоса и уплотняет место установки, и подвижного, который крепится на валу и герметизирует вал (состоит из резинового сильфона 2, кольца 5 и пружины 4). Между этими элементами находятся 2 кольца из композитных материалов или керамики (поз. 5, 6), которые имеют в месте контакта прецизионные поверхности, по которым и идет уплотнение между подвижным и неподвижным деталями.
На чертеже, для наглядности, показано рабочее колесо насоса (поз. 1) и корпус насоса (поз. 2).
Торцевые уплотнения имеют большой срок службы и практически не дают утечек (утечки составляют менее 0,1 см3/ч).
Различают 3 вида установки торцевых уплотнений:

– одинарное торцевое уплотнение.
Это самая распространенная схема. Применяется, если не требуется полной герметичности и достаточно рабочей температуры до +95…+140°С.
Утечки, хоть и небольшие, но все же существуют в любом уплотнении. Для воды и неагрессивных жидкостей это не принципиально, но если требуется перекачка ядовитых или химически активных жидкостей, то даже утечки менее 0,1 см3/час, могут привети к скапливанию в помещении паров этих жидкостей.
Для того, чтобы этого избежать, используют двойное торцевое уплотнение.

– двойное торцевое уплотнение по схеме «спина к спине»
Такое уплотнение применяется при перекачивании взрывоопасных или ядовитых жидкостей, утечки паров которых не допустимы. Также эта схема применяется при перекачивании жидкостей, которые могут при высыхании «склеить» рабочую пару уплотнения (например, сахарные сиропы и т.п.). Для работы такого узла уплотнения требуется подвод затворной жидкости, давление которой должно быть больше чем в насосе не менее чем на 0,5 атм).
Уплотнения этого типа могут работать до температуры +140…+200°С.

– двойное торцевое уплотнение по схеме «тендем».
Применяется, когда подвод затворной жидкости к узлу уплотнения извне невозможен. Для работы возможно изготовление автономного бачка с жидкостью для охлаждения узла уплотнения.
Уплотнения этого типа могут работать до температуры +140°С.

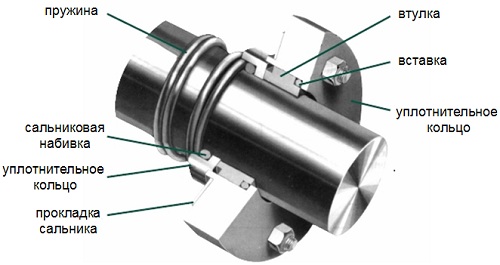
Существует много типов торцевых уплотнений. Приводим фото одного из них (серии Т2100). Принцип работы остальных схожий. Отличаются, в основном, материалами сильфона, эластомеров, материалами колец и монтажными размерами.
Сильфон может быть выполнен из металла или из резины различных марок.
Кольца могут быть изготовлены из керамики, карбида кремния, графита.
Срок службы правильно подобранного торцевого уплотнения может быть 5 и более лет. Уплотнения не требуют обслуживания.
Торцевые уплотнения для насосов – это герметизирующие устройства, относящиеся к контактному типу уплотнений с парой трения поверхностей двух деталей. Одна деталь крепится на валу и является подвижной, другая неподвижная располагается в корпусе насоса. Трущаяся пара устройства работает в условиях перепадов давления с минимальным расходом смазывающего вещества. Смазкой в данных устройствах, зачастую, выступает уплотняемая среда.
По статистике торцевые уплотнения для всякого насоса считаются самым уязвимым узлом среди всех конструктивных элементов насоса.
Конструкция торцевого уплотнения для насосов
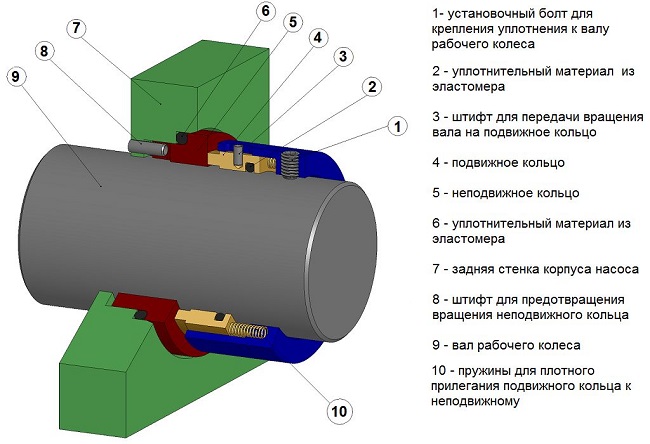
Стандартная конструкция устройства состоит из 9 базовых элементов:
- болт установочный для закрепления уплотнения на валу рабочего колеса;
- уплотнитель из эластомера;
- штифт, передающий на подвижное кольцо вращение вала;
- кольцо подвижное;
- кольцо неподвижное;
- задняя стенка корпуса насоса;
- штифт, предотвращающий вращение неподвижного кольца;
- вал водяного насоса рабочего колеса;
- пружины или сильфон, обеспечивающие плотность прилегания подвижного и неподвижного колец.
Торцевые уплотнения для насосов (видео)
Принцип работы торцевого уплотнения насоса
В общих случаях торцевое уплотнение вала насоса имеет два кольца:
- неподвижное кольцо, расположенное в корпусе;
- подвижное кольцо, располагающееся на валу агрегата.
Одно из колец может аксиально перемещаться, благодаря наличию упругого поджимающего элемента (пружины, сильфона, мембраны). Этот элемент вместе с нажимной втулкой и подвижным кольцом образуют аксиально-подвижный блок или поджимной узел. Они обеспечивают контакт торцевых поверхностей в сопряжении подвижного и неподвижного колец пары без поджимающей силы давления среды.
Обязательными деталями устройства торцевого уплотнения являются вторичные (вспомогательные) уплотнения между ротором и вращающимся блоком, между корпусом и статорным блоком. В конструкцию входят элементы фиксации уплотняющих колец (приводные штифты, установочные винты), которые осуществляют привод подвижного кольца и предотвращают проворот (угловое смещение) неподвижного кольца относительно корпуса.
Разновидности уплотнений торцевых для насосов
Деление уплотнительных торцевых устройств на разные типы происходит по следующим критериям.
- По конструкции бывают:
- одинарные;
- двойное торцевое уплотнение валов насосов;
- комбинированные.
- По расположению в оборудовании:
- с внутренним расположением;
- с наружным расположением.
 Устройство торцевого (механического) уплотнения
Устройство торцевого (механического) уплотнения
- По конструктивному исполнению:
- обычные, по евростандарту EN 12756 (DIN 24960);
- специальные, могут соответствовать евростандарту;
- картриджные (патронные), могут соответствовать евростандарту.
- По коэффициенту гидравлической нагрузки:
- гидравлически нагруженные;
- гидравлически разгруженные.
- По используемым материалам:
- со стандартными (штатными) материалами;
- со специальными материалами (для работы в особых условиях).
Группы торцевых уплотнений по нагруженности
Степень нагрузки на торцевые уплотнения различается и зависит от условий работы: давления и частоты вращения вала. С целью оценки условий нагруженности устройства в уплотняющем стыке во время работы существуют отдельные рекомендации.
Для общей характеристики степени тяжести условий работы уплотнений, используют произведение двух показателей: скорости V скольжения в паре трения и перепада давления P в устройстве.
 Виды торцевых уплотнений
Виды торцевых уплотнений
Значения показателей P,V и P хV для различных уплотнений подразделяют по степени их нагруженности на 4 группы:
- низшую, где P до 0,1 МПа, V до 10 м/с, P хV до 1,0 МПа х м/с;
- среднюю, где P до 1,0 МПа, V до 10 м/с, P хV до 5,0 МПа х м/с;
- высокую, где P до 5,0 МПа, V до 20 м/с, P хV до 50,0 МПа х м/с;
- высшую, где P более 5,0 МПа, V более 20 м/с, P хV более 50,0 МПа х м/с.
Способы правки искривлений вала насоса
В процессе эксплуатации насосов, под воздействием повышенных нагрузок может происходить кривизна вала. Искривленный вал агрегата подлежит восстановлению различными методами правки. Используются такие способы правки вала:
- наклеп;
- термомеханический;
- термический;
- релаксации напряжений.
Все перечисленные способы правки вала, за исключением наклепа, связаны с его нагреванием. Такие показатели, как значение прогиба, длина, диаметр и материал вала являются определяющими в выборе способа его правки.
Виды уплотнений в центробежных насосах
Основным условием устойчивой работы центробежного агрегата является конструкция его уплотнения. Агрегаты отличаются размерами, характеристиками, предназначением, перекачиваемыми средами.

Исходя из этих параметров, подбирается оптимальный вид уплотнения вала помпы. Виды уплотнений вала бывают следующими:
- сальниковые одинарные и двойные;
- торцовые одинарные и двойные;
- манжетные;
- щелевые (лабиринтные).
Одинарное уплотнение торцовое насоса
Применяется в помпах, перекачивающих растворы, утечка и попадание которых во внешнюю среду недопустимо в больших количествах. К таким жидкостям относятся: горячие, легкокипящие, агрессивные, неорганические и органические.
Такой вид уплотнения требует повышенной точности монтажа блока установки и высокого качества поверхности вала. При обработке трущихся поверхностей допуск на осевое биение минимальный. Проводится и последующая тонкая шлифовка. Утечка жидкости при таком одинарном устройстве незначительна.
Насосы с двойным торцевым уплотнением
Такое устройство отличается от устройства одинарного количеством уплотняющих притертых поверхностей. Устройство дополнено системой подвода затворной жидкости, которая препятствует попаданию во внешнюю среду рабочей жидкости. В роли затворной жидкости выступает вода, глицерин и прочие жидкости, не взаимодействующие с перекачиваемой средой.
Есть два варианта размещения сдвоенных уплотнений:
Первый вариант применяется чаще. В данном случае давление затворной жидкости превышает на 1-2 бара давление перекачиваемой жидкости. Это достигается за счет использования дозировочного насоса, специального сосуда или гидроусилителя. Преимущество такого варианта в том, что зазор между подвижным и неподвижным кольцами заполнен затворной жидкостью, которая препятствует проникновению твердых частиц и грязи из перекачиваемой среды. Это существенно увеличивает срок эксплуатации устройства, в сравнении с вариантом Тандем.
 Двойное торцевое уплотнение насоса Grundfos (вид в разрезе)
Двойное торцевое уплотнение насоса Grundfos (вид в разрезе)
В варианте Тандем затворная жидкость обладает меньшим давлением, чем перекачиваемая. При разгерметизации устройства, именно перекачиваемая жидкость попадает в затворную. Это важно там, где недопустимо проникновение посторонней жидкости в напорную линию. В данном варианте нет надобности осуществлять серьезный контроль за давлением затворной жидкости, что в определенных ситуациях существенно.
Материал для торцевых уплотнений на насосы
В выборе торцевого устройства определяющим является подбор материала для пары трения и вторичных уплотнений. Данные элементы изготавливаются из различных материалов.
Для пары трения используют следующие материалы:
- металл (нержавеющая сталь) – SUS;
- графит – CAR;
- керамика – CER;
- карбид кремния – SIC;
- карбид вольфрама – TC.
Вторичные уплотнения изготовляют из материалов, имеющих различную температуростойкость:
- нитрил-бутадиеновый каучук (NBR), от -20 до +120 градусов;
- этилен-пропиленовый каучук (EPDM), от -30 до +170 градусов;
- фторкаучук (Viton), от -30 до +185 градусов;
- фторопласт (PTFE), от -260 до +260 градусов.
Торцевые уплотнения для насосов разных производителей
Для насосов выпускаемых различными производителями существует своя маркировка. Все уплотнительные устройства изготовляются из современных материалов с продолжительным сроком эксплуатации.
 Торцовые уплотнения ANGA
Торцовые уплотнения ANGA
Приведем некоторый перечень популярных насосов и торцевых уплотнений к ним:
- к помпам APV – торцы: SNAPV(W+), SNAPV1(W), SNAPV2(W), SNAPV(DW), SNAPV 3, SNAPV 4, SNAPV 5, SNAPV 6, SNAPV 7, SNAPV 8, SNAPV 9, SNAPV 10, SNAPV 11, SNAPV 12, SNAPV 13;
- к помпам Allweiler – торцы: SNAR, SNM 3, SNAL 1;
- к помпам Lowara – торцы: SNAR, SNM 3, SNLW;
- к насосам Inoxpa – торцы: SNIXP 1, SNIXP 2, SNIXP 3, SNIXP 4, SNM 3, SNFN, SNMG, SN 2100, SNAR;
- к насосам EMU – торцы: SNMG, SNEMU 1, SNEMU 2;
- к помпам Hilge – торцы: SNFN, SNAR, SNM 3, SNHG, SNBT;
- к помпам Johnson – торцы: SNJH 1, SNJH 2, SNJH 3, SNJH 4;
- к помпам Calpeda – SNMG, SNFN, SNAR, SNM 3, SN 2100.
Отдельные производители насосов применяют торцевые уплотнительные устройства собственного производства, другие используют устройства, выпускаемые специализирующимися на их производстве компаниями.
Различные отрасли промышленности, сельское и коммунальное хозяйство, частные домовладения не могут обойтись без разного рода оборудования, которое помогает во многих технологических процессах.
Не малую роль среди такого оборудования играют центробежные насосы, которые перекачивают различные жидкости. Чтобы насос работал эффективно и бесперебойно, следует обращать внимание на техническое состояние аппарата. Основная задача техобслуживания насосов – установка уплотнителей, которые упреждают протечку рабочей среды на участках соединения деталей механизма.
1 Виды уплотнителей
В настоящее время есть много типов уплотнительных устройств. И порою выбрать лучшее не просто.
к меню ↑
1.1 Сальниковая набивка
Этим устройством как уплотнителем пользуются с давних времен. Сальниковая набивка выглядит так:
- шнур, который пропитывается специальными веществами, зависящими от области применения уплотнения;
- шнур укладывают в паз корпуса центробежной помпы вокруг вала;
- шнур прижимают к корпусу при помощи болтов специальной крышкой.

Уплотнители в структуре циркуляционного насоса с сухим ротором
Сальниковая набивка должна быть всегда в смоченном состоянии. Крышку сальника нужно прижать так, чтобы в процессе работы аппарата жидкость попадала в набивку. При чрезмерном уплотнении набивка может быстро разрушиться.
Этот вид уплотнителя обладает следующими преимуществами:
- коэффициент трения низкий;
- свойство самовсасывания;
- уровень теплопроводности достаточно высок;
- продолжительный срок службы.
Сальниковая набивка существует таких видов:
- набивка с синтетической основой, обладающая прочностью и сопротивлением агрессивным средам;
- графитовое уплотнение со свойствами пластичности и упругости;
- фторопластовое уплотнение обладает хорошей адгезией к холодным жидкостям.
1.2 Манжетные
Уплотнения этого вида изготовляются из различных типов резины:
- нитриловую резину применяют в центробежных устройствах для перекачивания нефтепродуктов;
- фторкаучуковую резину используют в аппаратах, которые перекачивают агрессивные кислотные среды;
- уплотнения из этиленпропиленового каучука используют для работы с водой и другими неагрессивными жидкостями.
Конструкция манжетных видов такова:
- на вал центробежного аппарата надевается эластичная и мягкая манжета;
- манжета к корпусу прижимается при помощи давления рабочей среды в корпусе и, с другой стороны, — пружинистым кольцом.
Для лучшего уплотнения соединения элементов помпы могут использоваться несколько манжет подряд.
Использование манжет для уплотнения в центробежных аппаратах имеет такие преимущества:
- уплотнение небольшого размера;
- просто и удобно в использовании;
- отличается высоким уровнем герметичности и надежности.
1.3 Торцевой тип
Эти уплотнения считают современным изобретением в герметизации. Их называют еще механическими.
2 Торцевые уплотнения
Насосное оборудование, в котором установлено торцевое уплотнение не требует постоянного обслуживания и, не смотря на это, выдерживает повышенное давление рабочей среды. Механические уплотнения применяют для избегания протечек на валу аппарата, который перекачивает разные жидкости.
к меню ↑
2.1 Принцип устройства
К задней стенке корпуса помпы крепится неподвижное кольцо. Чтобы между корпусом и кольцом избежать утечек, используют эластомерный элемент. Этот элемент не изнашивается, потому как кольцо неподвижно. Вал водяного насоса проходит внутри кольца, не задевая его. Если бы вал с кольцом соприкасались, между ними не было бы жидкости, и само кольцо выступало бы в роли уплотнителя. Такой принцип устройства сальниковых и манжетных уплотнений. А торцевые уплотнения для насоса исключают трение между уплотнителем и валом.
Вал не соприкасается с кольцом,поэтому между ними была бы жидкость, однако есть второе кольцо – вращаемое, насаженное на вал плотно с неподвижным. Поверхности колец называются парой трения. Этот элемент единственный трущийся в конструкции. Зазор между подвижным и неподвижным кольцом менее микрона. В нем образуется тонкая пленка жидкости, которая смазывает поверхности пары трения и предохраняет их от перегрева.
Для упрощения устройства можно было бы подвижное кольцо закрепить на валу и уплотнить эластомером. Тогда была бы пара колец, одно прикрепленное к корпусу, а другое на валу. Но такая конструкция невозможна, потому что в процессе работы помпы вал смещается по оси. При таком смещении кольца бы то сближались, то удалялись. В увеличившийся зазор попадала бы жидкость. Поэтому возникает необходимость в элементе, обеспечивающем плотное непрерывное соприкосновение колец. Эту роль выполняет пружина или сильфон.
к меню ↑
2.2 Виды торцевых уплотнителей
Классификация торцевых уплотнителей зависит от различных факторов.
В зависимости от устройства конструкции различаются виды:
- пружинное уплотнение, которое отличается простотой конструкции, содержит одну или более пружин;
- сильфонное уплотнение, в котором уплотнитель и недвижимый элемент прижимаются друг к другу при помощи гофрированной пластины, которая называется сильфоном.

Одинарное торцевое уплотнение насосов
В зависимости от способа крепления уплотнители делятся:
- картриджные уплотнения – это цельные конструкции элементов, которые надеваются всем блоком на вал помпы и крепятся штифтами;
- компонентные уплотнения – в них элементы монтируют последовательно по отдельности.
2.3 Двойные торцевые уплотнения
Для исключения протечек при использовании уплотнения торцевого насоса может использоваться не один уплотнитель, а два. Между уплотнениями присутствует камера с жидкостью. Эта жидкость смазывает, промывает и охлаждает уплотнение вала насоса, а также препятствует попаданию перекачиваемой жидкости наружу. Затворной жидкостью может быть глицерин, вода или другая жидкость. Располагаться сдвоенные уплотнения могут:
Двойное торцевое уплотнение варианта «спина к спине» более распространен. Давление жидкости в уплотнителе должно быть выше на 1-2 бара, чем давление перекачиваемой среды. Плюс этого варианта состоит в том, что в зазоре между кольцами находится затворная жидкость, поэтому грязь и твердые частицы из перекачиваемой среды в зазор не попадут. А это в свою очередь влияет на длительность службы насосов с двойным торцевым уплотнением.
Торцевое уплотнение на насосы, выполненное «тандемом», имеет меньшее давление затворной жидкости, по сравнению с перекачиваемой средой. При разгерметизации уплотнителя перекачиваемая среда может попасть в затворную.
к меню ↑
2.4 Преимущества торцевых уплотнений
- значительно уменьшают потери перекачиваемой жидкости;
- корпус помпы полностью герметизирован;
- сключается износ валов насосов;
- коэффициент трения низкий;
- подходят для перекачивания различных видов жидкости.

Устройство торцевого (механического) уплотнения
2.5 Материалы для уплотнений торцевых
При выборе торцевого уплотнения не в последнюю очередь обращают внимание и на материал, из которого изготовлена пара трения и вторичные уплотнения.Например, фирмы Flygt, компания НПП, занимаются производством насосного оборудования, муфт, уплотнителей. Они используют только высококачественные материалы. Так, пара трения изготавливается из:
- металла (нержавеющей стали);
- графита;
- керамики;
- карбида кремния;
- карбида вольфрама.
Для вторичных уплотнений используют материалы различной температуростойкости:
- каучук нитрил-бутадиеновый;
- каучук этилен-пропиленовый;
- фторкаучук;
- фторопласт.
2.6 ТОРЦЕВЫЕ УПЛОТНЕНИЯ ДЛЯ НАСОСОВ (ВИДЕО)
к меню ↑
2.7 Выработка на уплотнении
Длительность работы торцевых уплотнителей зависит от условий эксплуатации насоса, а также от качества перекачиваемой среды, жесткости, от содержания в ней примесей. Вращение вала помпы без биения, равномерно, влияет также на износ уплотнителя. Если одно из перечисленных условий присутствует, то трущиеся поверхности подвергаются интенсивной выработке и уплотнитель теряет свои свойства.
Об износе уплотнителя свидетельствует протекание жидкости из корпуса помпы. Следует заменить его на новый, иначе перекачиваемая среда попадет в двигатель. Последствиями износа могут быть заклинивание подшипника и поломка двигателя.
к меню ↑
3 Искривления вала
При эксплуатации насосов, из-за воздействия высоких нагрузок может возникнуть кривизна вала аппарата. Искривленный вал устройства восстанавливают различными способами правки.
к меню ↑
3.1 Методы восстановления вала
Для правки вала существуют такие способы:
- термический;
- механический;
- термомеханический.
Для термической правки вала необходимы две опоры. Выявляют изогнутый участок и выпуклой стороной поворачивают вверх, закрывают вал асбестом с вырезом, после чего нагревают до 500 – 550 градусов.
При нагреве вал прогибается в сторону первоначального изгиба, а остывая, выпрямляется. После окончания нагрева вал покрывают асбестом.
Охладившийся вал проверяется индикатором, если возникает необходимость, правку можно повторить. Продолжительность нагревания зависит от диаметра вала, твердости материала и стрелы прогиба. Излишний же нагрев приведет к нежелательному обратному прогибу. Окончив правку, делают отжиг участка, который подвергали нагреву. Отжиг производят при температуре 350 градусов.
В основе механической правки лежит механическое воздействие на вал. Для этого используют токарный станок, пресс или специальное приспособление. Вал зажимают в станке, повернув выпуклую сторону к суппорту, которым давят на нее в направлении противоположном прогибу. При использовании чеканки вал устанавливается в центрах вогнутой стороной вверх, а к прогибу подводится жесткая опора с деревянной или медной подкладкой. Чеканку производят по вогнутой стороне молотком 1 – 2 кг.После правки вал должен иметь биение не больше 0,03 мм.
При термомеханическом способе вал нагревают до 500 – 550 градусов и воздействуют механически с противоположной изгибу стороны. Применяют этот способ редко.