
Рад приветствовать вас вновь, друзья!
Во всех этой суматохе я совсем забыл внести запись о подрезке седел клапанов, чем сейчас я и займусь.
Итааак.зенковка — эта операция позволяет добиться от тарелки клапана более плотного закрытия благодаря более тонкому пятну контакта седло/клапан, и соответственно более полной герметичности цилиндра в момент сжатия.
Эту операцию производят шарошками и зенковками. Разница?
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах. Правильней было бы назвать заметку шарошканье клапанов(?)/шарошенье(?), и поэтому я написал Зенковка, хотя подозреваю и здесь я сделал промах — возможно будет правильней Зенкование.
Так вот, я пошел в зимний филиал гаража, на лоджию
здравствуйте. Купил на днях новые головки Урал 650см. проверил клапана в магазине магнитом.все впорядке.Выпуск не магнитит,впуск-магнитит. Разобрав их дома увидел следующее:клапана полностью матового серого цвета без какой либо маскировки типа АМЗ. Седла:на выпускном сделана фаска двумя зенковками.видимо 45й и 75й. Нижняя фаска вообще не соосно,криво и безобразно. Впуск:сделано тупо 45* и то не до конца. в глубине осталась острая кромка. плюс ко всему еще и раковины какие то на поверхности. Это ладно. выпускной клапан вроде нормально сделан. А вот впускной иначе. Рабочая фаска у него не ровная совсем и не полированная совсем. В связи с этим прошу совета. И хотелось бы узнать очень подробно о всей процедуре зенковании седел. Хотелось бы с фото. Первый раз с этим столкнулся. Хотелось бы сделать все правильно.
Поздравляю! Ты купил родные головы, если столько в них всего.
за грамотуность не ругайте:) после вчерашнего не получается хорошо написать
в каком смысле родные.
старых запасов ? Штамп ИМЗ на них присутствует
Поидее при бработке шарошками фаски обычно получается не равномерными, т.к обычно седло не на 100 процентов соосно отверстию направляющей, а путь в седле шарошке прокладывает именно направляющая, поэтому сие нормально. Также обязательно должны быть хотябы 2 фаски (в идеале 3), но если одна – это явно не нормально. Раковины скорей всего просто не равномерно снятый металл с чугунины. Такое просходит всегда после шарошки, и чтобы эти мелкие раковинки убрать, нужно притирать до равномерно матового состояния. Насчёт клопонов незнаю. Если бошки так явно косячно сделаны, я бы их вернул обратно.
возвращать не хочется. У нас других не найдешь. А головки очень нужны новые. Может зенковки найти и заняться ими?
проблема лишь в том что я ни разу не делал этого и нет самих зенковок. Даже выглядят как не знаю.
а фаска клапана должна быть идеально ровной по всей ширине и отполирована? Или не обязательно

Если найдешь такие, то ты счастливчик.
а чем их вращают?
Вороток должен быть в комплекте
прочитал сдесь статью,в ней говорится что рабочая фаска должна быть 1,5мм-1,8мм. А что если больше получится? Чем хуже будет от этого?
за фото спасибо
самый оптимал фаски для домашних условий это от 1мм до 2мм, больше вроде как очень нежелательно, вроде как из-за больше возможности прогара чтоли, или хз почему. незнаю вообщем.
Если других голов нет, то да, покупай шарошки, только не такие, которые продаются повсюду в деревянных коробках и выглядят как круглые болванки, на которые латунью напаяны ножи, т.к они, как и все в нашей стране, сделаны настолько криво, что при обработке седла из 6-7 ножей режет дай бог два, остальны же висят в воздухе, из-за чего фаска седла получается не круглой, а как бы многогранной, поэтому очень советую покупать цельные, тобишь сделаные из одного куска хорошей стали, на котором непосредвенно нарезаны ножи. Вот с ними фаски получаются идеальные. насчет равномерности обрабтки – да, 45 градусная фаска должна по всему диаметру быть равномерной. Отсальные же фаски нереально сделать ровными, т.к не бывает на урале такого, чтобы седло было 100 процентов соосно направляющей.
Если никогда раньше не зенковал/прирезал/шарошил и нет инструмента – лучше отдай в автосервис;-)
То что всего 2 фаски это еще нормально если ровные. Часто третью не делают вовсе=(
По арссказам мало что понятно о состоянии седел.
Если купишь набор шарошек – в них есть инструкция по применению.

Что-то, типо этих, имел в виду blade_nn видима
ага, именно такие, только мне кажется лучше будут без прорезей на лезвиях.
для урала я так понимаю не найти шарошек. От чего же лучше взять. От жигулей тоже пишут не особо
А вот как старые шарошки можно наточить, кто знает?
На заточном станке ))) Или на токарном сначала абразивом обновить угол шарошки, а потом, на заточном камне (лучше алмазным камнем), задать угол режущим кромкам. Работа ручная, крапотливая. Хотя можно придумать и приспособу для этого.
Класный набор. Жаль только что не для ручной зенковки.
А из этого вытекает как паровоз,- тех парк.
а почему на выпускном клапане заводская фаска широкая и ровная,гладкая,а на впускном узкая,неполированая и не ровная. как бы со ступенями будто из под резца только и того же матового серого цвета что и тарелка и стержень
На завод отдай..там явно знаю!
По идее не важно от чего они..главное наклон нужный был: 15°, 45°, 75°.
Шарошки с припаянными ножами – это необходимость для ремонта седел клапанов автодвигателей, сами ножи победитовые, они хорошо режут твердый материал седла, который стальной шарошкой не возьмешь. Ураловские седла "рыхлые", поэтому берутся и стальными шарошками. Если ножи криво заточены их можно заправить, но на алмазном камне. Для ремонта ураловских головок цилиндров можно использовать "жигулевский" набор шарошек. Шарошки продаются вместе с оправкой. Работая шарошками необходимо добиваться чтобы фаска 45 гр. на седле располагалась в середине рабочего пояска тарелки клапана и была шириной около 1,5 мм. Если фаска будет уже, то клапан и само седло будут быстро изнашиваться, кроме того ухудшиться теплообмен от клапана к седлу. Если фаска шире, то снижается плотность прилегания клапана к седлу и возможен его прогар. Ширина фасок 75 и 15 гр. практического смысла не имеет. После шарошки седла его поверхность не будет ровной и необходима притирка клапанов. Вот есть статья неплохая:
http://www.redmotor.ru/uralrem/30.html
Вот на фоктах Вадима отчетливо видно как убого режут эти шарошки. Поверхность многогранная а не круглая.
Вообще седла на урале из чугуна сделаны (есть подозрения что из отбеленного) , а он очень плохо обрабатывается , самый лучший вариант шарошек – с победитовыми резцами. Шарошек без напаек хватает очень ненадолго. Шарошки с напайками лучше отдать на завод где фрезы точат сразу новыми, поправят геометрию и заточат .
чтобы не было много гранности у резцов на шарошке должен быть разный шаг, то же и разверток касается
Извини, читал и писал позже тебя но в ранних постах и тот-же вывод сделал.
. тормознул в общем. 🙁
Повыше писал.
"Класный набор. Жаль только что не для ручной зенковки.
А из этого вытекает как паровоз,- тех парк."
это точно. можно в этих (моих ) выломать несколько. там всё равно они не сильно равномерно припаяны. оставить три четыре с разным расстоянием друк к другу
Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.

Полный комплект инструментов для ремонта седел клапанов
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
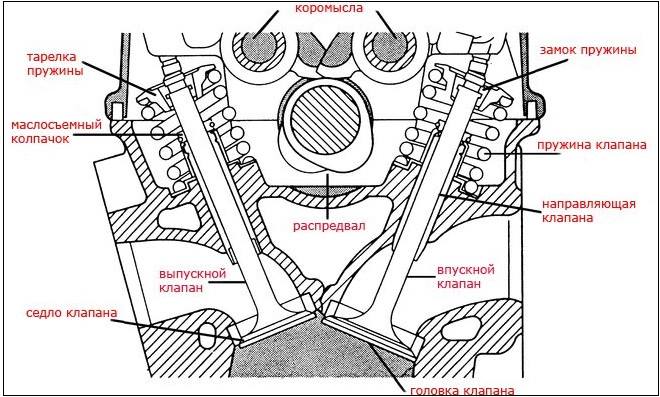
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.

В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.

Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Инструменты для ремонта клапанного механизма
Наиболее распространенным инструментом для ремонта седел клапанов является шарошка (зенкер). Следует иметь в виду, что такой зенкер – это не зенковка, посредством которой осуществляют зенкование.
Специалисты, профессионально занимающиеся ремонтом двигателей автомобилей, стараются сразу приобрести набор шарошек для ГБЦ (головки блока цилиндров). В таком наборе шарошек для клапанов есть инструменты с различными геометрическими параметрами, что позволяет оптимально подобрать их для двигателя автомобиля определенной марки.

Для приведения седел клапанов в нужную форму потребуется шесть зенкеров: три для выпускного и три для впускного клапанов
В том случае, если отремонтировать двигатель своего автомобиля вы решили своими руками, не обязательно приобретать набор шарошек, можно купить один зенкер, параметры которого точно соответствуют характеристикам ДВС вашего транспортного средства.
Такой инструмент для ремонта седел клапанов, как шарошка, работает по принципу фрезы, снимая с седла клапана образовавшийся нагар и тонкий слой металла. Оснащенная твердосплавными режущими зубьями, расположенными на конусной рабочей части, шарошка крепится на оправку, для чего в ее корпусе имеется специальное отверстие. Угол, под которым выполнена рабочая часть шарошки, может находиться в интервале 15–60°. Именно такой угол является основным параметром инструмента, используемого для прирезки седел клапанов.

Шарошка вращается с помощью ключа с шестигранным отверстием, обеспечивающим легкую и точную установку
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.

Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Следует иметь в виду, что на седле клапана необходимо обработать три фаски: верхнюю, рабочую и нижнюю. Для обработки каждой из таких фасок используется свой зенкер, имеющий определенный угол наклона режущей части.
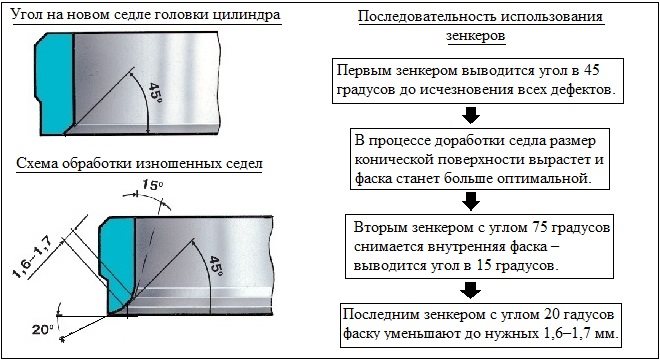
Схема обработки седла клапана (на примере двигателя ВАЗ)

Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.